

关于SMT和波峰焊曲线的起点的建议
描述
将组件正确焊接到一块板上是组装电路时要考虑的主要问题之一。必须确保连接正确,焊接温度正确,并且在焊接在一起后组件仍必须工作。本文档介绍了基于JEDEC®J-STD 20D / IEC EN 61760-1:2006标准的仙童组件无铅焊接指南。
无铅SMT回流工艺背后的基本概念与电子行业数十年来使用的旧工业标准Sn63Pb37焊料相同。考虑到电路板组件的负载以及对适当材料和印刷工艺的选择,对设备进行适当的表征可确保可靠,高产量,低返工的装配运行。同样,无铅波峰焊工艺的正确表征可以使端子和通孔始终保持润湿状态,而不会损坏同一板上的表面安装元件。本应用笔记介绍了飞兆半导体关于SMT和波峰焊曲线的起点的建议。
焊料概况基础
热电偶的放置对于准确的焊料分布至关重要。诸如Jabil Circuit1之类的行业专家建议对电路板上的含铅组件进行检查,以建立热点(例如封装体)和冷点(例如端子(位于焊盘图案上的位置))。对于WLCSP和BGA之类的阵列封装,这更具挑战性,但非常重要。特别是大型阵列包装。选择主体的顶部,对于端子,建议在中心球和一个周边球的中间钻一个孔,以插入热电偶。通常,热电偶需要选择最大的组件,因为由于它们的热质量,它们的回流速度最慢。还应考虑印刷电路板(PCB)的最小封装和边缘,因为这些热量很快,如果长时间加热,可能会承受过大的压力。Fairchild强烈建议客户查看JEDEC®JEP140中有关热电偶的建议。
回流焊工艺
有关典型的无铅表面贴装(SMT)回流焊工艺的图示,请参见图1。在回流工艺中,每个工艺区域对于确保良好性能至关重要。
预热区的目的是蒸发焊膏或电路板结构中的所有溶剂。最高建议为每秒三摄氏度(3°C / s)的上升速率,以避免飞溅,焊锡桥接,塌落或焊球产生。仔细控制斜坡速率还有助于避免组件和PCB的热冲击应力。
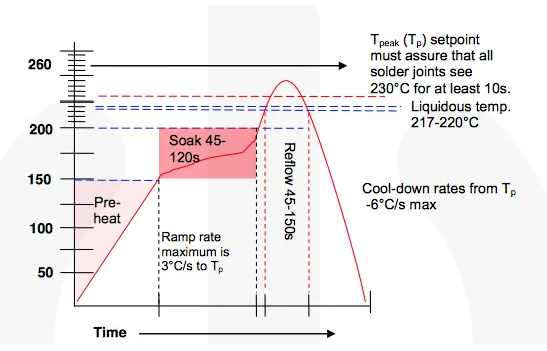
无铅表面贴装(SMT)回流焊工艺
在浸泡区,助焊剂成分被激活,并且端子和电路板焊盘上的氧化物都开始还原。在各种尺寸(和质量)的零件混合在一起的情况下,均热很重要,因为它们都会在准备焊接的过程中都升高温度。
第三个工艺区域是回流区,在该区中,焊料中的焊料球开始融化在一起,形成固体物质,以提供组件和板之间的结合强度。
最后一步是冷却斜率。在这一点上,电路板和组件以受控的速度恢复到室温,因此没有金属间化合物的焊料会削弱键合的形式。冷却斜率会影响焊点中的晶粒结构,从而影响板级可靠性;特别是跌落测试性能,更好的结构可以带来更好的结果。更快的降温斜率会产生更细的晶粒结构。
无铅双波峰焊工艺的焊锡曲线
为了在无铅波峰焊工艺中获得良好的结果,必须考虑焊锡的状况,建议每5000板进行分析。与传统的SnPb焊料相比,无铅焊料的润湿速度较慢,因此应仔细优化工艺。接触时间,传送带速度和宽度是无铅的关键参数。
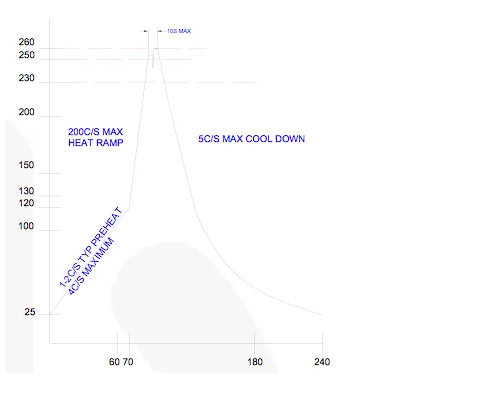
无铅双波工艺
对于斜坡温度,增量应不超过200°C / s,预热加热速率在1-4°C / s之间,典型值为2°C / s。最终预热阶段的目标应该是使电路板温度达到焊接温度的125°C以内。两波之间的最大时间应限制为10秒。冷却斜率最高应为5°C / s。最高温度为260°C,不应超过此温度。
编辑:hfy
-
SMT加工厂用选择性波峰焊有什么优点吗?2024-03-21 1489
-
什么是波峰焊?波峰焊接缺陷原因分析及对策2024-01-15 2691
-
SMT焊接工艺介绍:回流焊、波峰焊、通孔回流焊2023-11-18 14855
-
波峰焊和回流焊你也分不清?一招教你快速区分2023-04-01 6528
-
SMT的安装结构给波峰焊带来的问题2022-11-18 1295
-
波峰焊焊接温度曲线设置要求2022-06-17 7062
-
波峰焊连接过程设置和温度曲线参数控制要求2022-06-10 10315
-
波峰焊定期维护和波峰焊的日常保养方法注意事项2020-06-20 3684
-
如何对波峰焊温度曲线测量参数进行有效控制2020-04-09 4641
-
SMT加工使用波峰焊的准备事项和细节管控2019-12-02 4779
-
波峰焊原理_波峰焊温度2019-04-29 9980
-
深圳smt贴片加工中波峰焊的温度控制2018-01-03 2640
-
波峰焊原理和工艺流程_回流焊和波峰焊的区别2017-12-20 17144
-
回流焊 VS波峰焊2015-01-27 6902
全部0条评论

快来发表一下你的评论吧 !
