

激光焊接跟踪的工作原理
描述
焊接跟踪传感器头部包括一个CCD摄像机和一个或两个半导体激光器。激光器作为结构光源,以预定的角度将激光条纹投影到传感器下部的工件表面。摄像机直接观察在传感器下部的条纹。摄像机前部是一个光学滤光片,允许激光通过但是滤去所有其他的光,例如焊接电弧。传感器因此能够非常接近焊接电弧。
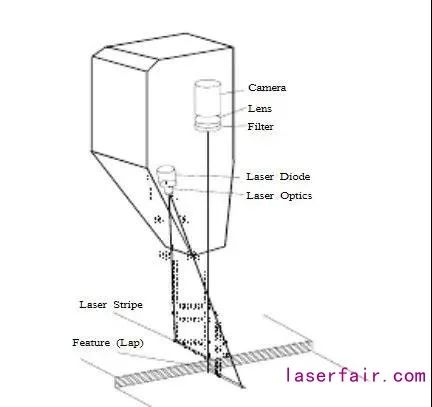
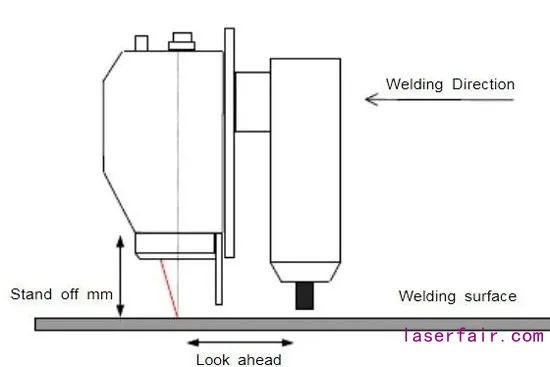
传感器通常以预先设定的距离(超前)安装在焊枪前部,因此它可以观察焊缝。传感器本体到工件的距离也就是安装高度取决于所安装的传感器型号。当焊枪在焊缝上方正确的定位后,焊缝应该接近条纹的中心,这才能使得摄像机观察到激光条纹和焊缝。
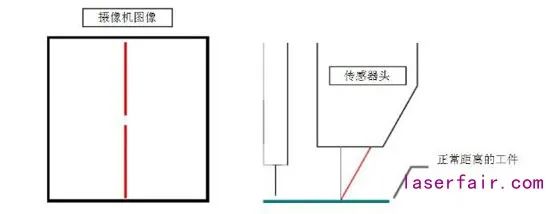
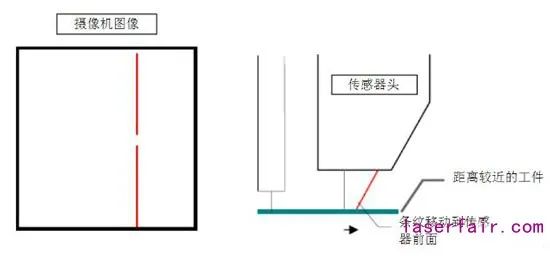
由于激光条纹是以一定的角度投影的,如果工件同传感器距离太近,激光条纹的位置就相对靠前。反过来,如果工件同传感器距离远一些,工件表面激光条纹的位置相对靠后。摄像机观察激光条纹的位置,传感器能够测量距离工件的垂直距离。从条纹的形状上看,传感器也能够测量表面的轮廓和焊缝在条纹上的位置,这就允许传感器测量焊缝的横向位置。

从摄像机观察到的图像被控制器处理,图像首先被获取并形成数字化的激光条纹图像。然后软件使用特定的设置来将条纹分成形成焊缝的许多条线。从这些线的位置,系统可以测量焊缝的位置,并将其转化成以mm计算的距离。这种转化是使用在传感头中存储的校准数据完成的。当系统正在进行跟踪时,焊接速度和前视距离被用来计算延迟时间。这就保证焊枪而不是传感器沿着焊缝行进。应该指出的是控制策略提供了平滑的前视距离以保证形成平滑的焊缝。因此如果传感器在路径上遇到了一个台阶的变化,他将会提供一个平滑的响应,如下图所示。
传感器关键部件包含:CCD摄像机和滤光片、半导体激光器和光学元件、监测温度的微处理器、存储的校准数据。 温度监控器在冷却系统万一失效时对激光器提供保护。如果激光器在超过限度的温度下应用,则其寿命会显著的降低。 校准数据的存储使得传感头完全可以互换。而无需额外费用和修改。
从而,保证了在传感器损坏或者失效时的最小停机时间。 焊接过程的烟尘和飞溅是通过一个黑色铜制防溅挡板来保护传感头的光学元件。这种防溅挡板安装有一个清晰可更换的塑料片,当有污垢在其表面时,该塑料片必须定期更换。 传感器必须通过焊接保护气体或者空气冷却(清洁、干燥和无油),将电子元件的温度维持在50℃以下,并且防止烟尘,保护光学元件。使用的气体流量典型的为5L/min.如果有必要,可以使用一个水冷的安装板来对传感头提供额外冷却。反过来,如果半导体激光器的温度低于+5℃,则可选加热器就应该安装在传感器上。 来源:激光制造网LaserfairCom
责任编辑:xj
原文标题:科普:激光焊接跟踪工作原理
文章出处:【微信公众号:新机器视觉】欢迎添加关注!文章转载请注明出处。
-
深入解析激光焊缝跟踪器的工作原理与应用优势2024-11-26 1382
-
激光跟踪仪基本工作原理及应用2024-11-15 2989
-
激光焊接机的工作原理及其在工业领域的应用2024-03-15 2232
-
焊接专机加装激光跟踪系统的作用2024-03-12 985
-
激光焊缝跟踪系统:提升焊接效率,确保焊接质量2024-02-19 1136
-
激光焊缝跟踪传感器是怎么跟踪焊缝的2023-03-28 2229
-
激光跟踪焊接机器人的操作流程2022-08-15 2950
-
激光视觉跟踪系统的工作原理及组成部分2022-06-17 3436
-
机器人|激光跟踪自适应焊接技术2022-02-14 2045
-
激光跟踪自适应焊接技术介绍2022-01-17 1562
-
激光焊接跟踪的工作原理详解2020-10-28 12489
-
焊缝跟踪:激光焊缝跟踪传感器适配焊接机器人在多层多道焊接行业的应用2020-03-06 1857
-
不同类型的塑料激光焊接机的工作原理2018-09-06 3543
全部0条评论

快来发表一下你的评论吧 !
