

消除GaN-on-GaN器件热障的方法
电子说
描述
GaN-HEMT以高效率提供高射频输出功率而闻名。由于这些特性,这类晶体管可以显著改善微波到毫米波无线电通信和雷达系统的性能。这些HEMTs可用于气象雷达系统、监测和预报局地强降水,以及5G系统,提供毫米波段的通信。
对GaN-HEMT来说,另一个机会是作为传统磁控管的继承者,在微波炉中提供加热。这种改进将开创一个创新的、紧凑型微波加热的时代。转向HEMTs将通过仅用微波能量照射加热区域来抑制浪费的能量消耗。
大多数商用RF-GaN基hemt是在SiC衬底上制备的。使用该基础,GaN的晶体质量高于蓝宝石和硅上的晶体质量,而衬底将高导热率与优异绝缘结合在一起(见表1,用于对GaN的不同衬底进行更详细的比较)。
全世界都在努力将GaN-HEMT的输出功率和效率提高到一个新的高度,因为这将导致系统性能的进一步提高。不过,这并不容易,因为GaN-HEMTs受到电流崩溃的困扰,这大大降低了排水效率。这种疾病的主要原因是电子俘获,发生在缓冲层和GaN与钝化膜之间的界面,通常是SiN(见图1)。这一问题的根本原因是由于在晶格不匹配的衬底上生长而引起的缓冲层中位错的高密度。
在独立GaN上生长外延层是降低位错密度的有效途径。该衬底的位错密度为 106 cm-2 或更小,使得与GaN衬底相比,GaN外延层的位错密度降低至少两个数量级。
直到最近,由于GaN的高导电性,切换到GaN衬底还没有那么吸引人。但最近这种情况发生了变化,现在铁掺杂已经使半绝缘GaN的生产成为可能。尽管基板很小,直径只有2英寸,但它们可以大大减少电流崩溃的程度。
GaN基片的致命弱点是导热系数低。在230 W m-1 K-1时,它几乎是SiC的一半。这是一个显著的弱点,因为它会导致设备性能和可靠性的下降。当HEMTs用于微波加热时,这个问题尤其严重,因为这需要设备的连续运行,并增加热辐射的程度。
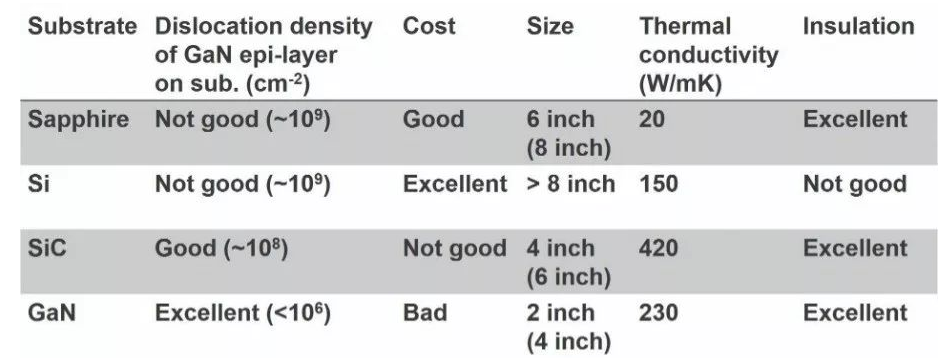
表一:GaN-HEMTs基板的比较。
解决这个问题的是富士通和富士通实验室的团队。最近,利用热分析的见解,我们已经证明背面处理可以改善这个装置的热管理。
热模拟
为了优化GaN-on-GaN器件的热管理,我们首先模拟了输出功率为几十瓦的横向HEMT。这种方法的优点是,它可以快速确定最佳的设备结构和后续过程,而不是基于原型的迭代方法。
在我们开始模拟之前,我们测量了用HVPE空穴辅助分离法生长的半绝缘GaN(0001)衬底的热导率。采用周期加热法测定了237 W m-1 K-1半绝缘GaN基片的热导率。这个值与其他组最近的测量值非常一致。
图1。典型GaN-on-SiC和GaN-on-GaN结的横截面。
我们的模拟考虑了在原生衬底上的GaN外延层,其背面涂有一层AuSn,附着在铜上(见图2(a))。在HEMT中,大部分热量是在栅电极的漏极边缘产生的,在那里电场浓度达到峰值。为了尝试和复制这种情况,我们引入热源,选择与栅电极尺寸匹配的尺寸。每个热源的功率相当于10w/mm的HEMT,工作效率为58.8%。我们改变这些光源的宽度,但将它们的长度和高度分别定为0.5微米和0.1微米。在我们的模拟中,这些源被放置在GaN外延层的顶部,并且我们改变它们之间的间距以及它们的数量。
为了确保我们的模拟尽可能真实,我们考虑了在原生衬底上生长GaN和在SiC上生长GaN之间的差异。GaN在GaN上的生长保证了晶格匹配,因此不需要AlN成核层,我们可以假设GaN外延层中的位错密度与GaN衬底中的位错密度一样低。基于这些考虑,我们对外延层和衬底之间的界面热阻采用极低的值-我们使用 1 × 10-10 m2 K W-1,并且我们将GaN外延层的热导率设置为 230 W m-1 K-1,其近似等于GaN衬底的热导率。
图2。GaN-HEMT功率放大器的模拟结构(a)和模拟热分布(b)的一个例子。
对于SiC上的GaN,模拟结果明显不同。在SiC衬底上生长GaN时,在缓冲层和SiC衬底之间往往插入AlN成核层。另一个关键区别是GaN外延层的位错密度比GaN-on-GaN高出约两个数量级。为了在我们的模型中捕获所有这些,我们选择了一个更高的界面热阻值-我们使用2.5 × 10-8 m2 K W-1并且我们将GaN外延层的热导率降低到130 W m-1 K-1。为了确定温度上升,我们计算了模拟热分布的最高温度和铜散热器在60°C下的最大温差(见图2(b))。
我们发现,对于30μm的热源间距,将GaN衬底减薄到100μm可将温升降至最低(见图3(a))。但要注意的是,随着热源宽度的增加,GaN-on-GaN的温升可以超过GaN-on-SiC的温升。这表明GaN-on-GaN可以很容易地充满热量。
这是个问题吗?尽管乍一看,我们已经证明GaN-on-GaN比GaN-on-SiC具有更高的热管理潜力。当热源间距超过40μm时,GaN-on-GaN的温升比GaN-on-SiC的温升受到的抑制更大(见图3(b))。
图3。GaN-on-GaN和GaN-on-SiC的温升模拟比较:(a)衬底厚度依赖性,(b)栅间距依赖性。
要理解为什么会出现这种情况,需要考虑传热机制的作用。当热源间隔小于30μm时,产生的热量干扰GaN外延层。从这里开始,热量传递到基板并沿平行于热源的方向扩散(见图4(a))。在这种情况下,SiC衬底比GaN衬底更为可取,因为它具有更高的热导率。
当热源之间的间距超过40μm时,得出了不同的结论。在此情况下,热干扰减小,并且在源之间的GaN外延层中有效地传播热(见图4(b))。
两种操作模式之间的交叉发生在哪里?当热源之间的间距超过其宽度的三分之一时,GaN-on-GaN比GaN-on-SiC具有更好的散热性能,这是由于GaN外延层具有更高的热导率。
图4。从设备顶部看,传热机制的差异。
这一发现对许多不同的GaN-on-GaN结构有一定的启示。它应该影响横向GaN在GaN-HEMTs上的发展,也影响垂直GaN器件的制作。这些结果促使我们的团队开发一种GaN基片减薄工艺,以帮助GaN-on-GaN HEMTs中的散热。
背面处理
一般来说,GaN基片对硬度的敏感度低于SiC基片。因此,我们可以使用我们的碳化硅通过基板通孔(TSV)过程时,我们的GaN基板后磨。为此,在开始后磨之前,我们用粘合剂将2英寸GaN基板连接到4英寸蓝宝石支架上。
我们的热模拟结果使我们将处理过的GaN衬底的厚度目标定为小于150μm。我们分两步实现这一点:首先使用粗研磨机,以大约25μm/m in的速率去除材料;然后使用细研磨机,以1μm/min的速率工作。使用此方法,总厚度研磨时间只有15分钟。
图5。后磨和化学机械抛光(CMP)后处理的三种GaN基片的厚度。
后磨实现了145μm的目标厚度和极好的厚度均匀性-在±0.6%范围内(见图5)。我们处理了其中三个薄晶片,这项任务表明我们有一个稳定、可控的过程。原子力显微镜发现了表面的典型划痕。我们发现,在晶圆的中心,研磨痕迹是随机的,但在顶部,这些痕迹是在一个方向上对齐的。基于2μm正方形的扫描,平均表面粗糙度小于2nm。
不幸的是,后磨导致晶圆边缘出现裂纹(见图6(a))。这是磨削碳化硅时从未出现过的问题。我们将此问题归因于GaN衬底比SiC更脆,晶圆边缘由于后磨而变成刀形。没有理由报警,因为我们可以通过修剪晶圆的边缘来消除裂纹。
图6。背面研磨(a)和化学机械抛光(CMP)(b)后晶圆边缘的照片和示意横截面。
为了改善后磨GaN的光洁度,我们使用化学机械抛光。用硅基泥浆抛光2小时后,没有留下划痕。该工艺进一步去除了10μm的GaN衬底(见图5),并消除了晶圆边缘裂纹(见图6(b))。抛光的确降低了GaN基片的厚度均匀性(其增加到略低于±1.3%),但仍足以完成手头的任务。更重要的是改善了表面形貌,平均表面粗糙度降低到0.2nm或更小(见图7)。
我们还调查了一系列的泥浆。通过改进我们的选择,我们能够将处理时间缩短三分之二。这样节省的时间有助于减少GaN-on-GaN器件的生产时间。此外,我们最近增加了我们的专业知识,现在可以将后磨和化学机械抛光产生的GaN衬底的厚度控制在100微米以下。
图7。化学机械抛光后GaN衬底的原子力显微镜图像。
在抛光过程中,我们发现了较大的微管,其典型直径为160μm。其中一些是由于抛光过程暴露了嵌入的微管。然而,大多数起源于抛光本身,导致位错缺陷的扩展。在我们所使用的GaN基片中,位错密度小于 5 × 106 cm-2。展望未来,这个数字应该会下降,导致微型管道减少,因为GaN基板制造商正在努力制造更好、更低成本、更大的材料。
未来计划
我们的目标之一是评估GaN-on-GaN-HEMT衬底厚度的热耗散,该衬底厚度已通过模拟优化。不过,请注意,在设计器件的布局时,不仅要考虑该晶体管的热特性,还要考虑其高频性能。
这两者之间的相互作用并非微不足道。抑制温升的一种方法是减小栅极宽度,这种方法还可以通过减小相位旋转来改善高频特性。降低温度升高的另一种方法是将栅极进一步分开,但这会由于相移的增加而降低高频性能。
为了改善GaN-on-GaN的高频特性,我们已经开始研制GaN-tsv。这种修改减少了源电感,但可能以牺牲传热的折衷为代价。传统的tsv往往不是完全由金属填充的,它们含有空腔。在考虑传热和HEMT的高频特性时,必须考虑其设计和放置的细节。
通过引入金刚石散热片,可以实现额外的散热增益。这是非常有效的,因为其极高的导热系数2000 W m-1 K-1。我们正在采用这种方法,并且已经成功地使用日本东北大学Takehito Shimatsu的小组开发的原子扩散键合工艺将GaN衬底与金刚石键合。这一突破极大地改善了GaN-on-GaN器件的散热性能。
这项研究部分得到了日本环境省的支持,作为创建未来理想社会和生活方式的技术创新项目的一部分。
N. Okamoto et al. CS ManTech Conf., April 2019, 10.5.
N. Okamoto et al. CS ManTech Conf., May 2009, 7.1.
T. Shimatsu et al J. Vac. Sci. Technol. B 28 706 (2010)
责任编辑人:CC
-
安森美入局垂直GaN,GaN进入高压时代2025-11-10 8117
-
GaN可靠性的测试2018-09-10 5988
-
未找到GaN器件2019-01-17 3067
-
基于GaN的开关器件2019-06-21 3638
-
GaN基微波半导体器件材料的特性2019-06-25 3604
-
GaN是高频器件材料技术上的突破2019-06-26 4409
-
GaN HEMT在电机设计中有以下优点2019-07-16 3380
-
《炬丰科技-半导体工艺》GaN 基板的表面处理2021-07-07 2041
-
GaN和SiC区别2022-08-12 10196
-
什么是基于SiC和GaN的功率半导体器件?2023-02-21 10334
-
GaN器件在Class D上的应用优势2023-06-25 2506
-
浙大首次报道垂直GaN功率整流器2018-10-26 6347
-
新开发了一种GaN衬底减薄技术——激光减薄技术2022-05-12 6058
-
用于低温应用的GaN器件2022-07-25 2137
-
集成汽车 GaN 功率器件2022-08-03 1479
全部0条评论

快来发表一下你的评论吧 !
