

陶瓷注塑成型的工艺流程
描述
陶瓷由于具有耐磨、防刮、亲肤不过敏,如玉色泽、永不褪色且成本较低的优点,已成为智能穿戴的绝佳材料选择。而陶瓷注塑成型是如今智能穿戴陶瓷外观件的主要成型工艺之一。
一、
陶瓷注塑成型的工艺流程
陶瓷注射成型是一种在聚合物注塑成型技术的基础上发展起来的近净尺寸可塑成型方法,智能穿戴陶瓷注塑成型基本工艺流程主要包括喂料制备、注射成型、脱脂和烧结四个阶段:
图 智能穿戴陶瓷注塑成型基本工艺流程
1、喂料制备 将氧化钇稳定的氧化锆粉末、表面活性剂按比例称重,加入乙醇后,球磨混合,干燥、过筛,得到浆料,然后与粘结剂混合,混炼、造粒,得到注射用喂料。
喂料制备的关键:
选择合适的粘结剂,粘结剂与陶瓷粉末的相容性及剪切分散性好,消除团聚;
适当的粘结剂的含量,使喂料具有良好的流动性;
提高的陶瓷粉末的装载量(固含量),减少尺寸变形。
2、注塑成型 将注塑喂料置于注塑成型机内,加热转变呈粘稠性熔体,在一定的温度和压力下高速注入金属模具内,冷却后脱模取出得到陶瓷坯体。 注塑成型的关键:
模具的合理设计与加工(浇口、流道、精度、材质等)
注射参数的设定与优化(温度、压力、模温)
充模过程排气与坯体应力
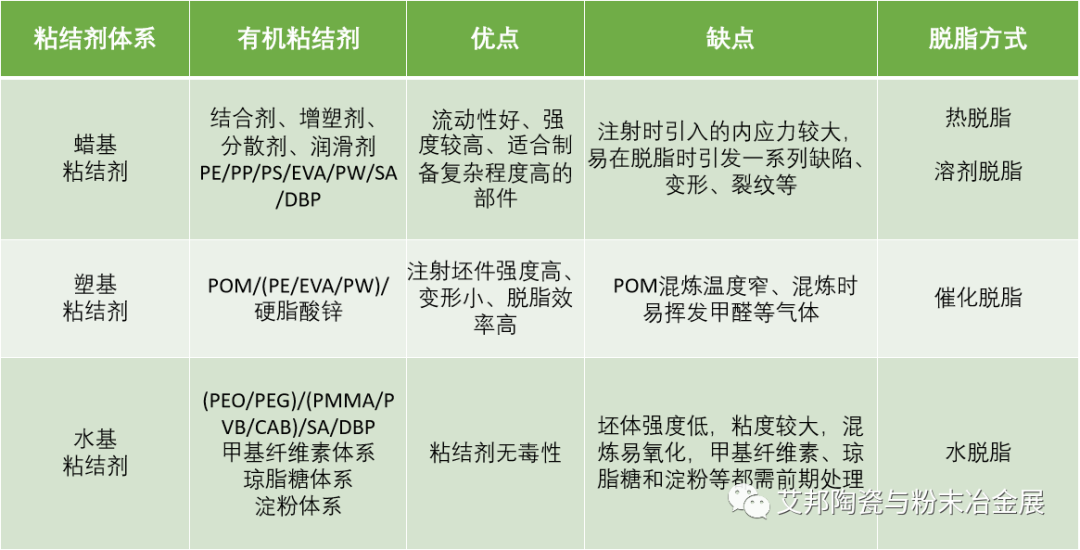
3、脱脂 脱脂是将注塑成型的陶瓷坯件中的粘结剂组分用物理或者化学的方法脱除的过程。由于粘结剂体系的不同,脱脂工艺存在差异,注塑陶瓷脱脂方法有:热脱脂、溶剂脱脂、催化脱脂,选择高效安全的脱脂技术进行脱脂,得到毛坯。
表 陶瓷注塑成型的粘结剂体系与脱脂方式
4、烧结
将陶瓷毛坯在1300°C~1800°C高温下进行烧结。烧结是陶瓷坯体成型的最后一道工艺,陶瓷产品的性能优劣很大一部分因素是由烧结来决定的。氧化锆陶瓷要烧结地致密度高、均匀,不仅前一道加工工序脱脂环节至关重要,还受粉体、添加剂、烧结温度及时间、压力及烧结气氛等因素的影响。
二、
陶瓷注塑成型的优势特点
智能穿戴陶瓷外观件有陶瓷表壳、陶瓷表圈、陶瓷表盘、陶瓷底盖、陶瓷表冠、陶瓷表链等产品,尺寸小,精度要求高。
智能穿戴陶瓷外观件采用陶瓷注塑成型的优势有:
可近净成型几何形状复杂的以及有特殊要求的小型陶瓷零部件,成型制品精度高,生坯密度均匀,生坯强度高,烧结体性能优异且产品质量的一致性好,使烧结后的陶瓷产品无需进行机加工或少加工,从而减少昂贵的陶瓷加工成本;
成型过程具有机械化和自动化程度高、生产效率高、成型周期短、生产过程中的管理和控制也很方便,易于实现大批量、规模化生产;
成型出的陶瓷产品具有极高的尺寸精度和表面光洁度,表面光洁度可达5um。因此CIM技术成为现有陶瓷成型技术中高精度和高效率的成型方法之一,在国内外得到广泛的应用和研究。
责任编辑:lq
-
PCB工艺流程详解2013-05-22 10214
-
晶体管管芯的工艺流程?2019-05-26 3462
-
注塑成型工艺中的背压到底有多重要?适当调校背压的好处有哪些?2021-07-13 3704
-
CD-R的工艺流程2009-12-25 701
-
低压注塑成型工艺介绍及其应用领域,它的优势是什么2020-11-03 4926
-
多射植入注塑成型应用案例2020-12-14 3660
-
为什么塑胶注塑成型过程进行检测2021-07-12 1146
-
M8防水连接器3芯至8芯注塑成型4芯航空插头2023-05-05 1446
-
注塑成型组件焊缝断裂测试:设备和流程分享2023-10-31 1059
-
AR/VR眼镜塑胶镜片注塑成型的基本流程2023-11-24 4958
-
通用连接器生产工艺流程2024-01-11 3343
-
SOLIDWORKS注塑成型仿真解决方案2024-07-23 1716
-
简述连接器的工艺流程2024-09-02 6419
-
详细的注塑成型工艺介绍2024-11-27 1172
-
注塑成型MES系统行业排名:谁是注塑数字化转型的“最优解”?2026-01-08 424
全部0条评论

快来发表一下你的评论吧 !
