

回流焊炉温度曲线怎么看,它使用时的注意事项有哪些
今日头条
描述
在使用回流焊机时,关键技术参数就是回流焊炉的温度曲线值,回流焊炉的温度曲线调好了,才能焊接出合格的电子产品。不过说到回流焊炉的温度曲线时,大家就还是停留在原地,在想????
回流焊炉的温度曲线怎么看
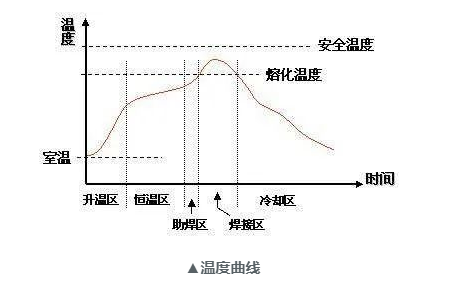
回流焊炉温区的工作原理就是当组装PCB板在金属网式或双轨式输送带上,通过回焊炉各温区段的热冷行程(例如8热2冷大型机,总长5-6m的铅回焊炉),以达到锡膏熔融及冷却愈合成为焊点的目的,其主要温度变化可分为四部分:
1、回流焊炉起步预热段指最前两段之炉区,从室温起步到达110-120℃之鞍首而言(例如10段机之1-2温区)。
2、回流焊炉的升温(恒温)吸热段指回流焊炉曲线之缓升而较平坦的鞍部(例如10段回流焊炉之3-6段而言,时间60-90秒.),鞍尾温度150-170℃。希望能达到电路板与零组件的内外均温,与赶走溶剂避免溅锡之目的。
3、回流焊炉峰温强热段(回流焊炉的熔融区)可将PCB板面温度迅速(3℃/秒)冲高到235-245℃之间,以达到锡膏熔焊的目的;此段耗时以不超过20秒为宜(例如10段回流焊炉之7-8两段)。
4、回流焊炉的快速冷却段之后再快速降温(3-5℃/秒)使回流焊接点能瞬间固化形成焊点,如此将可减少焊点之表面粗糙与微裂,且老化强度也会更好(例如10段回流焊炉之9-10段)。
在使用温度曲线测试仪时,应注意以下几点:
1)测定时,必须使用已完全装配过的板。首先对印制板元器件进行热特性分析,由于印制板受热性能不同,元器件体积大小及材料差异等原因,各点实际受热升温不相同,找出最热点、最冷点,分别设置热电偶便可测量出最高温度与最低温度。
2)尽可能多设置热电偶测试点,以求全面反映印制板各部分真实受热状态。例如印制板中心与边缘受热程度不一样,大体积元件与小型元件热容量不同及热敏感元件都必须设置测试点。
3)热电偶探头外形微小,必须用指定高温焊料或胶粘剂固定在测试位置,否则受热松动,偏离预定测试点,引起测试误差。
其实,回流焊炉温曲线以及使用温度曲线测试仪时,目前市场上的回流焊大、中、小型号的都有,简易的有三温区的到八温区的,大型的有六温区到十六温区的。回流焊温区越大焊接的效果会越好,这个要根据客户的产品需求来定。
fqj
-
LED锡膏回流焊注意事项有哪些?2023-11-15 2457
-
深度解析如何管控SMT回流焊炉温曲线2023-06-21 3493
-
SMT回流焊炉温曲线分析2023-06-20 2992
-
掌握焊接技巧:八温区回流焊炉温度曲线精要分析2023-05-08 5618
-
详细分享怎样设定锡膏回流焊温度曲线?2023-04-21 1897
-
关于八温区回流焊炉的温度曲线的详细讲解2021-03-06 10516
-
理想无铅回流焊温度曲线的组成和变化情况分析2020-07-08 12509
-
回流焊PCB温度的曲线讲解概述2020-04-23 2717
-
测量回流焊温度曲线的技巧2019-09-17 3506
-
回流焊工作原理和温度曲线分析2017-12-20 29105
-
回流焊ECD炉温测试仪2013-03-19 4620
-
回流焊的温度曲线测试指导2012-11-07 5697
-
贴片知识课堂六,回流焊炉温曲线2012-09-01 3823
全部0条评论

快来发表一下你的评论吧 !
