

西门子828D一次垂直补偿功能调试
PLC/PAC
描述
2019年底一次大型双柱立车垂直补偿经历:由于刀架在X轴不同位置,X轴横梁会有不同的垂度,为了保证精度,希望通过Z轴将其补偿回来。此功能是828D选项功能购买授权6FC5800-0AM55-0YB0 注意:
可补偿的公差范围最大限制为1mm
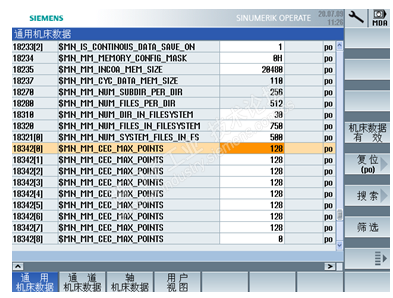
根据查找资料首先需要设置补偿点数
1. MD18342 MM_CEC_MAX_POINTS[n]用于设定每个补偿表的补偿点数。。其中n是补偿表序号,最大补偿表数=系统轴数*2
设置时需要注意:
? 补偿点数越多占用的SRAM越多,因此尽量按照需要的点数设置,不要设置太多的补偿点数
? MD18342最大值2000
? 补偿点数涉及内存的分配,尽量在调试初期阶段设定
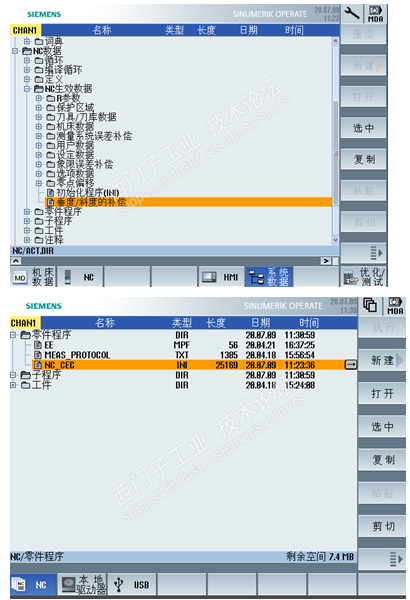
2. 拷贝垂度补偿模板 (路径: 调试\系统数据\NC生效数据\垂度/斜度的补偿) 复制粘贴到零件程序下,文件名称 NC_CEC.INI
3. 格式说明如下:MD18342【0】=200
METRIC
$AN_CEC[0,0]=-0.238 ‘32c2 ;补偿值
$AN_CEC[0,1]=-0.231 ’33d6
$AN_CEC[0,2]=-0.224 ‘32de
$AN_CEC[0,3]=-0.217 ’390e
$AN_CEC[0,4]=-0.21 ‘2fba
$AN_CEC[0,5]=-0.203 ’34c0
$AN_CEC[0,6]=-0.196 ‘33e8
$AN_CEC[0,7]=-0.189 ’34e2
$AN_CEC[0,8]=-0.182 ‘3164
$AN_CEC[0,9]=-0.175 ’33f8
$AN_CEC[0,10]=-0.168 ‘3052
$AN_CEC[0,11]=-0.161 ’31c2
$AN_CEC[0,12]=-0.154 ‘3158
$AN_CEC[0,13]=-0.147 ’3a06
$AN_CEC[0,14]=-0.14 ‘2d96
$AN_CEC[0,15]=-0.133 ’38fa
$AN_CEC[0,16]=-0.126 ‘3542
$AN_CEC[0,17]=-0.119 ’35f8
$AN_CEC[0,18]=-0.112 ‘3150
$AN_CEC[0,19]=-0.105 ’302a
$AN_CEC[0,20]=-0.098 ‘2fee
$AN_CEC[0,21]=-0.091 ’315e
$AN_CEC[0,22]=-0.084 ‘3190
$AN_CEC[0,23]=-0.077 ’3f60
$AN_CEC[0,24]=-0.07 ‘32f0
$AN_CEC[0,25]=-0.063 ’3788
$AN_CEC[0,26]=-0.056 ‘34f6
$AN_CEC[0,27]=-0.049 ’363c
$AN_CEC[0,28]=-0.042 ‘3194
$AN_CEC[0,29]=-0.035 ’3530
$AN_CEC[0,30]=-0.028 ‘3360
$AN_CEC[0,31]=-0.021 ’34d0
$AN_CEC[0,32]=-0.014 ‘347e
$AN_CEC[0,33]=-0.007 ’3d38
……
$AN_CEC[0,199]=0 ‘2d0e
$AN_CEC_INPUT_NCU[0]=1 ’49fa
$AN_CEC_INPUT_AXIS[0]=(AX1) ‘4b12;输入轴名称 X轴
$AN_CEC_OUTPUT_NCU[0]=1 ’4aae
$AN_CEC_OUTPUT_AXIS[0]=(AX2) ‘5576;输出轴名称(补偿轴)Z轴
$AN_CEC_STEP[0]=100 ’34c2 ;补偿间距
$AN_CEC_MIN[0]=-3300 ‘415c ; 补偿下限坐标
$AN_CEC_MAX[0]=0 ’37dc ;补偿上限坐标
$AN_CEC_DIRECTION[0]=0 ‘46fc;补偿方向 0:双向补偿 1:正向补偿2:负向补偿
$AN_CEC_MULT_BY_TABLE[0]=0 ’4d50
$AN_CEC_IS_MODULO[0]=0 ‘49be 0:直线轴 1:旋转轴
$AN_CEC_TYPE[0]=0 ’3252
M17
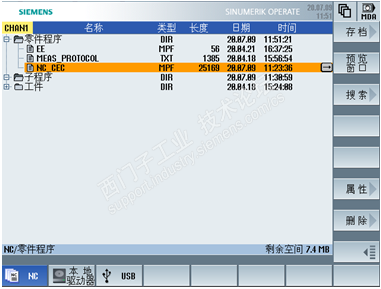
4. 根据测量结果填写补偿各点补偿数据,将NC_CEC.INI类型修改MPF,自动模式运行
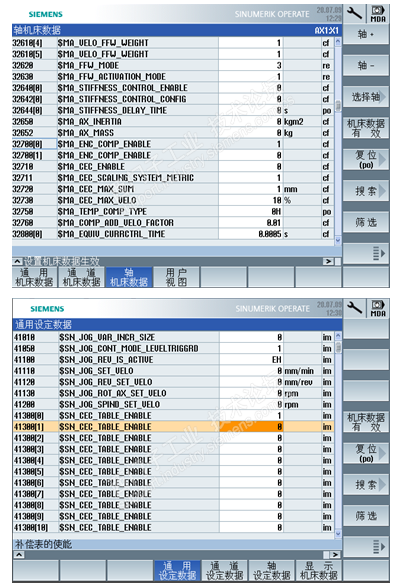
5. 激活补偿值
? MD32700=1 误差补偿数据生效
? MD41300=1 补偿表使能
? 回零
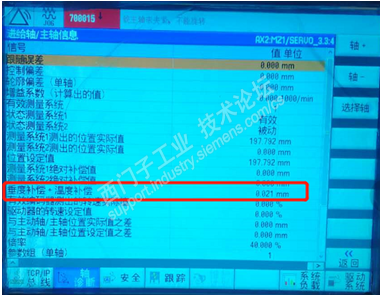
6. 手动模式移动X轴,到轴诊断画面观察Z轴补偿值是否有值变化,成功了。
责任编辑:lq
-
西门子828D数控机床数据采集解决方案2024-10-11 2038
-
西门子伺服电机维修如何进行调试?2023-11-23 3099
-
西门子标准化编程和虚拟调试应用2023-11-16 1411
-
西门子828D数控系统在展刀上的应用研究2023-05-19 4034
-
西门子S7-200 SMART/828d PLC数据采集、远程调试2022-08-31 3792
-
德阳有高价回收西门子840D数控系统828D系统820D系统面板2021-08-12 509
-
回收西门子6FC5370-4AA30-0AA1 SINUMERIK 828D CNC 硬件 PPU 240.32021-06-28 606
-
西门子810D-840D数控系统简明调试指南技术手册2021-04-30 2817
-
西门子802D功能说明2021-04-23 1843
-
西门子PLC硬件调试的课件免费下载2021-03-22 1340
-
西门子828D数控系统的中文用户手册免费下载2020-06-12 5321
-
西门子SINUMERIK 828D调试手册2017-11-22 7371
-
SINUMERIK 828D调试及参数设定2017-10-24 13720
全部0条评论

快来发表一下你的评论吧 !
