

电子分立元器件的焊接方法
电子说
1.4w人已加入
描述
(1)清除元器件焊脚表面的氧化层,并对焊脚搪镀锡层。锡缸内的锡液温度宜保持在350摄氏度左右,不宜过高或过低。过高时,锡液表面因氧化过剧而悬浮的氧化物大量增加,容易玷污镀层;过低时,容易造成镀层锡结晶粗糙。
(2)安装元器件的印制电路板(或空心锚定板),如果表面没有镀过银或虽镀过银但已经发黑的,应清除表面氧化层后,涂上一层松香酒精溶液,以防继续氧化。
(3)有的元器件必须检查其引出线头的极性,在焊脚的位置确认无误时,方可下焊。每次下焊时间,一般不超过2S。
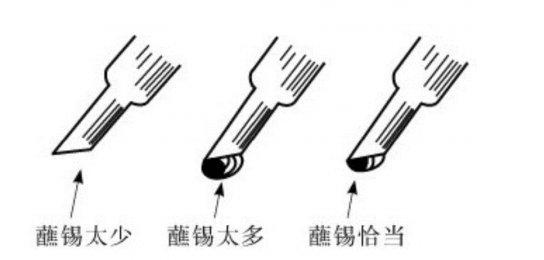
(4)使用的电烙铁以25W较为适宜,焊头要稍尖。焊接时,焊头含锡量要适当,每次以满足一个焊点需要为度,不可太多,否则会造成落锡过多而焊点粗大的情况,如下图所示。要注意,在焊点较密集的印制电路板上,焊点过大就容易造成搭焊短路。
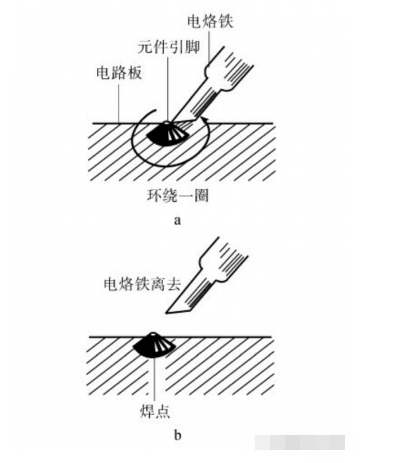
(5)焊接时,焊头先蘸附一些焊剂,接着将蘸了锡的的烙铁头沿元器件引脚环绕一圈,使焊锡与元器件引脚和铜箔线条充分接触,如下图所示,烙铁头在焊点出再稍停留一下,待锡液在焊点四周充分溶开后,快速收起焊头(要垂直向上提起焊头),使留在焊点上的锡液自然收缩成半圆粒状,如下图所示。焊接完毕,要用砂布蘸适量纯乙醇后揩擦焊接处,把残留的焊剂清除干净。
(6)焊接电子元器件时,要避免受热时间过长,并切忌采用酸性焊剂,以防降低其介质性能和加剧腐蚀。
责任编辑人:CC
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
电子元器件焊接工艺2008-09-02 10654
-
焊接技术-贴片元器件(密引脚IC)焊接教程2009-10-26 58067
-
电子元器件焊接顺序及焊接要求2012-11-13 32757
-
如何焊接贴片元器件的方法和步骤2014-12-11 3890
-
电子元器件焊接技术2016-05-24 7996
-
电子元器件检测方法2009-03-09 2973
-
电子元器件的焊接要点及方法2010-01-14 13121
-
电子元器件的焊接2016-08-22 1026
-
电子元器件焊接技巧2019-05-21 29969
-
电子元器件的焊接资料说明2020-06-24 2131
-
电子元器件的焊接注意事项2023-10-16 4999
-
手机分立元器件识别与检测2023-10-24 644
-
电子元器件里的半导体分立器件2023-11-23 5725
-
电子元器件可以通过哪些方式进行焊接?2024-01-05 3858
-
电子元器件引脚共面性对焊接的影响2024-02-26 2883
全部0条评论

快来发表一下你的评论吧 !
