

埋弧焊工艺与操作技巧
电子说
描述
埋弧焊工艺与操作技巧
埋弧焊是利用电弧作为热源的焊接方法。由于埋弧焊熔深大,生产率高,机械化操作的程度高,因而适于焊接中厚板结构的长焊缝。在造船、锅炉与压力容器、桥梁、起重机械、铁路车辆、工程机械、重型机械和冶金机械、核电站结构、海洋结构等制造部门有着广泛的应用,是当今焊接生产中最普遍使用的焊接方法之一。埋弧焊除了用于金属结构中构件的连接外,还可在基体金属表面堆焊耐磨或耐腐蚀的合金层。随着焊接冶金技术与焊接材料生产技术的发展,埋弧焊能焊的材料已从碳素结构钢发展到低合金结构钢、不锈钢、耐热钢等以及某些有色金属,如镍基合金、钛合金、铜合金等。下面贤集网小编来为大家介绍埋弧焊工艺与操作技巧、
一、焊前准备
1、准备焊丝焊剂,焊丝就去污、油、锈等物,并有规则地盘绕在焊丝盘内,焊剂应事先烤干(250°C下烘烤1—2小时),并且不让其它杂质混入。工件焊口处要去油去污去水。
2、接通控制箱的三相电源开关。
3、检查焊接设备,在空载的情况下,变位器前转与后转,焊丝向上与向下是否正常,旋转焊接速度调节器观察变位器旋转速度是否正常;松开焊丝送进轮,试控启动按扭和停止按扭,看动作是否正确,并旋转电弧电压调节器,观察送丝轮的转速是否正确。
4、弄干净导电咀,调整导电咀对焊丝的压力,保证有良好的导电性,且送丝畅通无阻。
5、按焊件板厚初步确定焊接规范,焊前先作焊接同等厚度的试片,根据试片的熔透情况(X光透视或切断焊缝,视焊缝截面熔合情况)和表面成形,调整焊接规范,反复试验后确定最好的焊接规范。
6、使电咀基本对准焊缝,微调焊机的横向调整手轮,使焊丝与焊缝对准。
7、按焊丝向下按扭,使焊丝与工件接近,焊枪头离工件距离不得小于15mm,焊丝伸出长度不得小与30mm。
8、检查变位器旋转开关和断路开关的位置是否正确,并调整好旋转速度。
9、打开焊剂漏头闸门,使焊剂埋住焊丝,焊剂层一般高度为30—50mm。
二、焊接工作
1、按启动按扭,此时焊丝上抽,接着焊丝自动变为下送与工件接触摩擦并引起电弧,以保证电弧正常燃烧,焊接工作正常进行。
2、焊接过程中必须随时观察电流表和电压表,并及时调整有关调节器(或按扭)。使其符合所要求的焊接规范,在发现网路电压过低时应立刻暂停焊接工作,以免严重影响熔透质量,等网路电压恢复正常后再进行工作。在使用4mm焊丝时要求焊缝宽度》10mm,焊接沟槽时焊接速度≈15m/h,电压≈24V,电流≈300A,在接近表面时,电压》27V,电流≈450A。在焊接球阀时一般在焊第一层时尽量用低电压小电流,因无良好冷却怕升温过高损坏内件及内应力大。在焊第二层及以后一定通水冷却,电压及电流均可加大,以焊渣容易清理为好。
3、焊接过程还应随时注意焊缝的熔透程度和表面成形是否良好,熔透程度可观察工件的反面电弧燃烧处红热程度来判断,表面成形即可在焊了一小段时,就去焊渣观察,若发现熔透程度和表面成形不良时及时调节规范进行挽救,以减少损失。
4、注意观察焊丝是否对准焊缝中心,以防止焊偏,焊工观察的位置应与引弧的调整焊丝时的位置一样,以减少视线误差,如焊小直径筒体的内焊缝时,可根据焊缝背面的红热情况判断此电弧的走向是否偏斜,进行调整。
5、经常注意焊剂漏斗中的焊剂量,并随时添加,当焊剂下流不顺时就及时用棒疏通通道,排除大块的障碍物。
三、焊接结束
1、关闭焊剂漏斗的闸门,停送焊剂。
2、轻按(即按一半深,不要按到底)停止按扭,使焊丝停止送进,但电弧仍燃烧,以填满金属熔池,然后再将停止按扭按到底,切断焊接电流,如一下子将停止按扭按到底,不但焊缝末端会产生熔池没有填满的现象,严重时此处还会有裂缝,而且焊丝还可能被粘在工件上,增加操作的麻烦。
3、按焊丝向上按扭,上抽焊丝,焊枪上升。
4、回收焊剂,供下次使用,但要注意勿使焊渣混入。
5、检查焊接质量,不合格的应铲刨去,进行补焊。二次焊接前必须清理干净焊接面。
埋弧焊工艺参数
埋弧焊的焊接参数主要有:焊接电流、电弧电压、焊接速度、焊丝直径和伸出长度等。
①焊接电流
当其他参数不变时,焊接电流对焊缝形状和尺寸的影响如图所示。
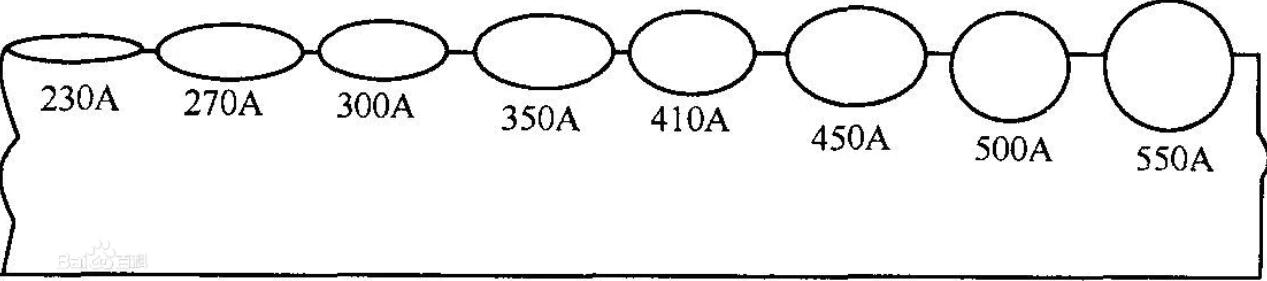
一般焊接条件下,焊缝熔深与焊接电流成正比。
随着焊接电流的增加,熔深和焊缝余高都有显著增加,而焊缝的宽度变化不大。同时,焊丝的熔化量也相应增加,这就使焊缝的余高增加。随着焊接电流的减小,熔深和余高都减小。
②电弧电压
电弧电压的增加,焊接宽度明显增加,而熔深和焊缝余高则有所下降。但是电弧电压太大时,不仅使熔深变小,产生未焊透,而且会导致焊缝成形差、脱渣困难,甚至产生咬边等缺陷。所以在增加电弧电压的同时,还应适当增加焊接电流。
③焊接速度
当其他焊接参数不变而焊接速度增加时,焊接热输入量相应减小,从而使焊缝的熔深也减小。焊接速度太大会造成未焊透等缺陷。为保证焊接质量必须保证一定的焊接热输入量,即为了提高生产率而提高焊接速度的同时,应相应提高焊接电流和电弧电压。
④焊丝直径与伸出长度
当其他焊接参数不变而焊丝直径增加时,弧柱直径随之增加,即电流密度减小,会造成焊缝宽度增加,熔深减小。反之,则熔深增加及焊缝宽度减小。
当其他焊接参数不变而焊丝长度增加时,电阻也随之增大,伸出部分焊丝所受到的预热作用增加,焊丝熔化速度加快,结果使熔深变浅,焊缝余高增加,因此须控制焊丝伸出长度,不宜过长。
⑤焊丝倾角
焊丝的倾斜方向分为前倾和后倾。倾角的方向和大小不同,电弧对熔池的力和热作用也不同,从而影响焊缝成形。当焊丝后倾一定角度时,由于电弧指向焊接方向,使熔池前面的焊件受到了预热作用,电弧对熔池的液态金属排出作用减弱,而导致焊缝宽而熔深变浅。反之,焊缝宽度较小而熔深较大,但易使焊缝边缘产生未熔合和咬边,并且使焊缝成形变差。
⑥其他
a.坡口形状 b.根部间隙 c.焊件厚度和焊件散热条件。
责任编辑:YYX
-
什么是埋阻埋容工艺?2023-08-09 2991
-
2021年焊工考试总结及焊工(中级)复审考试相关资料分享2021-09-01 1177
-
碳弧焊原理_碳弧焊工艺2019-11-19 5639
-
电子元器件装焊工艺2012-08-16 2091
-
埋弧焊工艺参数及焊接技术2010-10-27 2304
-
微束等离子弧焊工艺2010-01-12 866
全部0条评论

快来发表一下你的评论吧 !
