

关于八温区回流焊炉的温度曲线的详细讲解
今日头条
描述
八温区回流焊各温区的温度设置,是根据回流焊四大温区(升温区、恒温区、回焊区、冷却区)的作用原理来设置的。其实不管是八温区、十温区还是十二温区的回流焊,都要遵循这个基本的原理。说到这,快跟我一起往下看。
八温区回流焊炉的温度曲线
标准曲线的认识
八温回焊炉的温度曲线可分为4段:升温区、恒温区、回焊区、冷却区。
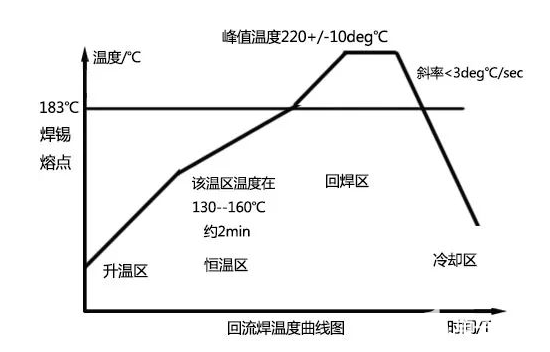
(1)升温区
升温斜率为1-4°C/sec
功能:把PCB尽快加热到第二个特定目标温度,但升温斜率要控制在适当范围内。回流焊在升温过程中注意事项:
①升温过快锡膏中的助焊剂成分急速软化而产生塌陷,容易造成短路及锡球的产生,甚至造成冷焊;②升温过快会产生较大的热冲击,使PCB及组件受损。③升温过慢会使溶剂达不到预期目的,影响焊接质量和周期时间。
(2)恒温区
恒温区的温度控制在120~160°C,时间为60~120S,这样才能使整个PCB板面温度在回焊炉中达到平衡。此温区功能包括:①使助焊剂中挥发物成分完全挥发。②缓和正式加热时的温度分布均匀。③使正式加热时的温度分布均匀。④促进助焊剂的活化等。
如果恒温(T或t)不足,由于其与回焊区间温差较大,易产生因流移而引起锡球产生,以及因温度分布不均所导致的墓碑效应和灯芯效应。如果恒温(T或t)过长,则将引起助焊剂成分的老化以及锡粉的氧化,而导致微小锡球或未熔融的情形发生。
(3)回焊区
回焊区的升温斜率为1.5~2.5°C/sec,PCB在该区域183°C以上时间为30~90s,在此过程中锡膏慢慢变成液态。在200°C以上时间为15~30s,温度曲线峰值温度为210~230°C,在该温区中锡膏全部变成液态。在回焊区中需要注意如下几项。
①回焊区如有不足,则由于无法确保充足的熔融焊锡与Pad及Pin的接触时间,很难得到良好的焊接状态,造成焊接强度不够以及焊锡的沾湿扩散,同时由于熔融焊锡内部的助焊剂成分和气体无法排出,而易发生空洞(Void)、锡爆。②峰值温度太高或者200°C以上的时间太长,则可能熔融的焊锡将被再氧化而导致结合程度降低或者有部分零件被烧坏。
(4)冷却区
降温斜率:-1~-4°C/sec,冷却区基本上应是熔融爬升段的“镜像”(以峰值为对称轴)。注意事项:冷却区应以尽可能快的速度来进行冷却,有利于得到明亮的焊点,并有好的外形和低的接触角度,缓慢冷却会导致PCB的更多分解,从而使焊点灰暗,极端情况下,它能引起沾锡不良和减弱焊点的结合力。
fqj
-
回流焊的温度曲线测试指导2012-11-07 5678
-
回流焊原理以及工艺2018-10-16 6262
-
测量回流焊温度曲线的技巧2019-09-17 3482
-
详细分享怎样设定锡膏回流焊温度曲线?2023-04-21 1854
-
回流焊工作原理和温度曲线分析2017-12-20 28941
-
回流焊设备中浸润参数的温度与时间设置2019-12-30 6703
-
针对热风回流焊温度曲线的区域进行讲解2020-03-31 4690
-
回流焊有几个温区,温度是多少2020-04-17 36414
-
回流焊PCB温度的曲线讲解概述2020-04-23 2640
-
无铅锡膏SMT回流焊的四大温区温度的设定标准2020-06-03 31550
-
理想无铅回流焊温度曲线的组成和变化情况分析2020-07-08 12329
-
回流焊炉温度曲线怎么看,它使用时的注意事项有哪些2021-01-14 6561
-
新买的回流焊炉其温度我们应该如何设定2021-04-20 4100
-
掌握焊接技巧:八温区回流焊炉温度曲线精要分析2023-05-08 5505
-
多温区可变建模的SMT回流焊温度曲线智能仿真方法研究2025-07-17 942
全部0条评论

快来发表一下你的评论吧 !
