

我们应该如何设定才能使加工成品质量更加完善
今日头条
1193人已加入
描述
波峰焊温度的设定是每一个电子加工厂在进行DIP插件加工时所需要考虑的。到底应该如何设定才能使加工成品质量更加完善呢?波峰焊温度的设定事实上就是预热温度和焊接温度的设定,波峰焊加工PCB线路板会经过预热区,焊接区和冷却区。下面,波峰焊温度是多少?
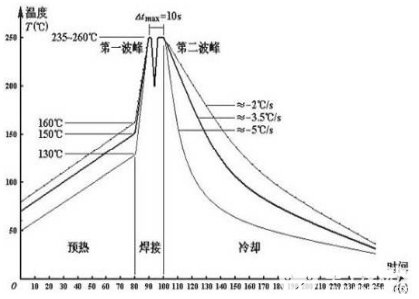
波峰焊温度是多少
1: 预热区PCB板底温度范围为﹕90-120oC.
2: 焊接時锡点温度范围为﹕245±10℃
3. CHIP与WAVE间温度不能低于180℃
4. PCB浸锡时间:2--5sec
5. PCB板底预热温度升温斜率≦5oC/S
6. PCB板在出炉口的温度控制在100度以下。
波峰焊预热的温度
预热的作用是使助焊剂中的溶剂充分挥发,以免印制板通过焊锡时,影响印制板的润湿和焊点的形成;使印制板在焊接前达到一定温度,以免受到热冲击产生翘曲变形。一般预热温度控制在180~ 200℃,预热时间1 ~ 3分钟。
最后总结
波峰焊焊接温度是影响焊接质量的一个重要的工艺参数。当焊接温度过低时,焊料的扩展率、润湿性能变差,由于焊盘或元器件焊端不能充分的润湿,从而产生虚焊、拉尖、桥接等缺陷;当焊接温度过高时,则加速了焊盘、元器件引脚及焊料的氧化,易产生虚焊。焊接温度应控制在250+5℃。
fqj
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
pcba加工的质量把控和注意事项2024-02-19 1198
-
机床导轨误差对机械加工品质的影响2024-01-20 1518
-
三大措施有效提升SMT贴片加工品质2022-11-16 2749
-
连接器为什么要进行成品测试2022-07-08 3274
-
塑料水分测定仪把控成品质量2021-09-29 403
-
怎样才能使VOC检测仪更有效安全的运用2021-06-13 3250
-
新买的回流焊炉其温度我们应该如何设定2021-04-20 4100
-
SMT加工生产工艺在产品质量方面有哪些事项需注意2020-06-23 4039
-
PCBA加工的质量如何控制2020-05-09 3617
-
怎么样才能使用proteus进行仿真?2019-09-05 1335
-
怎么区分产品质量?2014-09-11 5026
-
如何才能使灯泡用得更久2010-02-08 1046
-
怎样才能使本本达到最优性能2010-01-25 727
全部0条评论

快来发表一下你的评论吧 !
