

直插式元器件的焊接方法,有哪些注意事项?
电子说
描述
直插式元器件包括直插式电阻器、直插式电容器、直插式电感器、直插式二极管及直插式晶体管等,它们的焊接方法基本相同,下面将详细分析直插式元器件的焊接方法。
焊前处理方法
对于直插式元器件,元器件的引线是焊接的关键部位。由于直插式元器件在生产、运输、存储等各个环节中,其引线都会接触空气,表面容易产生氧化膜,使引线的可焊性严重下降,因此需要在焊接前对元器件的引线进行处理。对直插式元器件引线处理的方法如下:
1)首先对引线进行校直。校直时,使用平嘴钳将元器件的引线沿原始角度拉直,直至引线没有凹凸块为止,如图1-29所示为校直直插式电阻器引脚。
2)清洁直插式元器件引脚的表面(由于直插式元器件的引脚上通常都会形成氧化层而影响焊接质量,因此,在焊接前必须清洁元器件引脚表面)。一般较轻的污垢可以用酒精或丙酮擦洗,较严重的腐蚀性污点可以用刀刮或用细砂纸打磨去除。对于镀金引线可以使用绘图橡皮擦除引线表面的污物。镀铅锡合金的引线一般不会被氧化,因此一般不用清洁。镀银引线容易产生不可焊接的黑色氧化膜,必须用小刀轻轻刮去镀银层。刮引线时可采用手工刮或自动刮净机刮。如图1-30所示为手工刮电阻器引线。
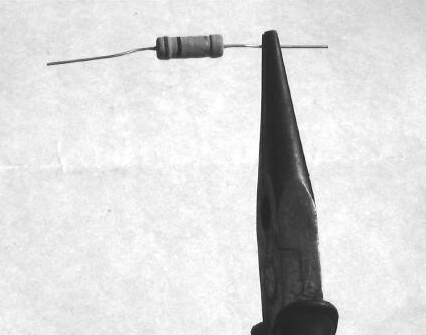
图1-29 校直直插式电阻器引脚
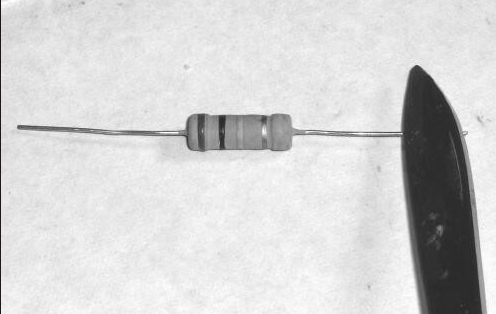
图1-30 手工刮电阻器的引线
3)在清洁完直插式元器件引线后,将元器件的引线浸蘸助焊剂。如图1-31所示。助焊剂的作用是去除引线表面的氧化膜,防止氧化,减少液体焊锡表面张力,增加流动性,有助于焊锡润湿焊件。引线浸蘸助焊剂后,焊接后的焊点表面上会浮一层助焊剂,形成隔离层,防止焊接面的氧化。
4)为引线镀锡。为引线镀锡可以提高焊接的质量和速度,尤其是对于一些可焊性差的元器件,镀锡是非常重要的一步。若是焊接单个元器件,可以使用电烙铁将元器件引线加热,然后将锡熔到引线上即可,如图1-32所示。在小批量焊接时,可以使用锡锅进行镀锡,将元器件适当长度的引线插入熔融的锡铅合金中,待润湿后取出即可,元器件外壳距离液面须保持3mm以上,浸涂时间为2~3s。

图1-31 浸蘸助焊剂
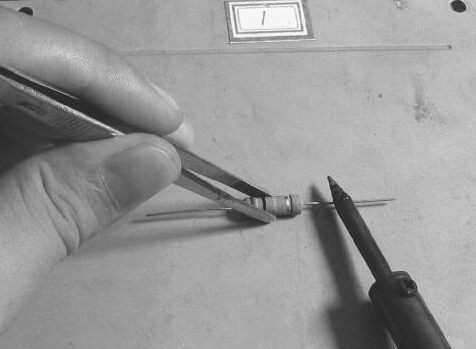
图1-32 为元器件引线镀锡
5)根据焊盘插孔的设计要求,将元器件引线加工成需要的形状。在一般情况下,都是将元器件引线折弯,使元器件能迅速而准确地插入印制电路板的插孔内。如图1-33所示为引脚折弯后的电阻器。
6)将元器件插入电路板中。如图1-34所示。插入时,元器件的安装高度应符合规定要求,同一规格的元器件应尽量安装在同一高度上。安装顺序一般为先低后高,先轻后重,先易后难,先一般元器件后特殊元器件。元器件外壳与引线不能相碰,要保持1mm左右的安全间隙,无法避免时应套绝缘套管。元器件的引线直径与印制电路板焊盘孔径应有0.2~0.4mm的合理间隙。元器件的极性不得装错,要根据电路板标识或安装前套上相应的套管。应注意元器件安装标识方向要一致,易于辨认,并按从左到右、从下到上的顺序以符合阅读习惯。安装时尽量不要用手直接碰元器件引线和印制电路板上的铜箔。安装操作尽量在电位工作台上进行,以免产生静电损坏器件。
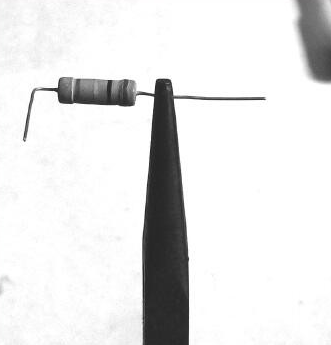
图1-33 引脚折弯后的电阻器
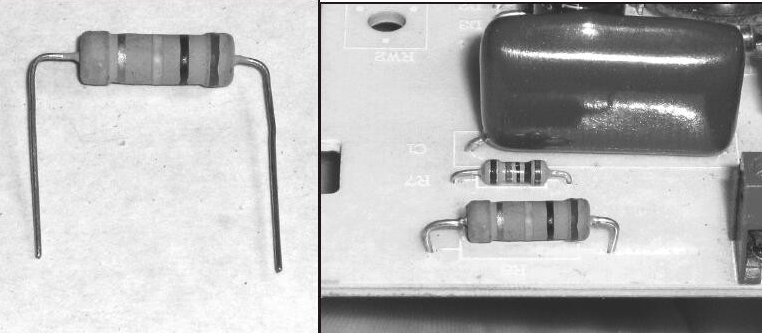
图1-34 安装元器件
直插式元器件焊接操作
直插式元器件焊接操作方法如下:
1)在焊接前的准备工作做完后,首先准备焊锡丝和电烙铁,并清洁电烙铁头。
2)接着预热电烙铁,待电烙铁变热后,用左手拿焊锡丝,右手握经过预上锡的电烙铁,并用电烙铁给元器件引脚和焊盘同时加热,如图1-35所示。
3)给元件引脚和焊盘加热1~2s后,这时仍保持烙铁头与它们的接角,同时向焊盘上送焊锡丝,随着焊锡丝的熔化,焊盘上的锡将会注满整个焊盘并堆积起来,形成焊点,如图1-36所示。
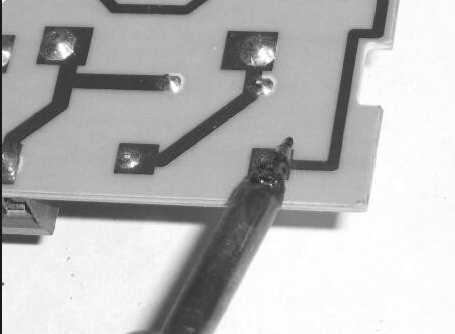
图1-35 准备焊接
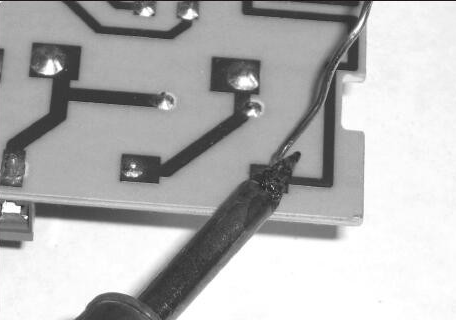
图1-36 熔化焊锡
4)在焊盘上形成焊点后,先将焊锡丝移开,电烙铁在焊盘上停留片刻,然后再迅速移开,使焊锡在熔化状态下恢复自然形状。电烙铁移开后要保持元器件和电路板不动。如图1-37所示。
【注意】
移开电烙铁的方向应该与电路板呈大致45°的方向。
5)焊接好一个引脚后,接着焊接另一个引脚,操作方法同上,最后完成电阻器的焊接,如图1-38所示。
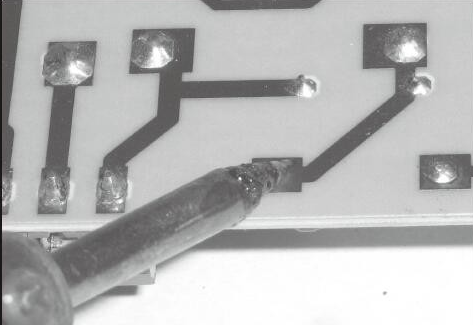
图1-37 移开电烙铁
图1-38 完成焊接
责任编辑人:CC
-
防雷元器件的使用方法及使用注意事项2009-12-09 2236
-
集成电路的插装与焊接注意事项有哪些2021-01-13 2997
-
POWERPCB设计元器件布局有哪几种方法?布局注意事项是什么?2021-04-21 1406
-
电子元件焊接注意事项2019-04-20 35502
-
贴片电阻怎么焊接_贴片焊接的注意事项2019-05-31 27627
-
直插式元器件焊接操作步骤_直插式元器件焊接操作注意事项2019-10-14 15267
-
超声波焊接机的保养方法及使用注意事项2021-07-15 6438
-
焊锡膏使用方法和注意事项有哪些2021-10-18 19902
-
热电偶安装注意事项与焊接方法2022-07-04 12442
-
电子元器件的故障特点 电子元器件配单使用注意事项2022-07-07 4888
-
PCB设计中波峰焊元器件布局注意事项2022-12-01 3137
-
电子元器件的焊接注意事项2023-10-16 4986
-
蓝白可调电阻焊接方法 蓝白可调电阻焊接注意事项2024-03-06 3029
-
射频电路元器件封装的注意事项介绍2025-02-04 1408
-
别让这些细节毁了PCBA!焊接注意事项清单2025-07-23 1716
全部0条评论

快来发表一下你的评论吧 !
