

解析计算机断层扫描技术(CT)在锂电池检测中的应用
描述
计算机断层扫描(CT)技术主要应用于医学领域,对人体内部的健康状态进行检测。随着相关技术,尤其是射线源和检测装置分辨率的发展,微米级X射线计算机断层扫描技术在地质勘探、生物仿生和材料科学等领域逐步应用。
通过对测试样品进行内部结构的全面扫描,根据内部结构的密度差异形成对比度不同的断层图像,从而准确掌握样品内部的孔隙、夹杂、裂纹以及为材料微观结构的三维空间的数量、体积分数、分布等信息,有利于分析材料的缺陷信息与力学性能的关系,辨别缺陷在材料失效中的作用,进而帮助进行失效机理的研究以优化和改善材料的制备工艺。
本文通过计算机断层扫描技术,针对当前锂离子动力电池行业所密切关注的电池寿命问题和安全问题,对锂离子动力电池单体的各项内部结构特征进行了分析。在电池老化程度方面,详细对比了经过不同周期循环后的电池整体内部结构的演变;在电池安全隐患方面,针对电极断裂、电极褶皱、极片对齐度和内部异物等问题在计算机断层扫描图像中的特征进行了分析,并对经过安全性试验后的电池内部结构进行了分析。
一、试验方法和技术参数
1.1 试验方法
图1为X射线计算机断层扫描试验照片。左侧为X射线源,中部为测试样品台,右侧为探测器。这3个关键部件均处于屏蔽铅房内部,以确保在测试过程中,试验人员不会受到X射线的辐射影响。
图1 X射线计算机断层扫描试验照片
图2为扫描装置原理示意图。如图2(a)所示,X射线从射线源发射,穿透测试样品后由探测器中的成像单元接收透过的X射线,转化为数字信号后在计算机中显示图像。18650型锂离子电池获得的计算机断层扫描图像如图2(b)和 图2(c)所示。图2(b)是电池的横截面图像示例,从图中能够清晰地观察到电池内部的卷绕结构。图2(c)是电池的纵截面图像示例,从图中能够观察到电池结构的整体规整度。
图2 X射线计算机断层扫描装置示意图和扫描结果示例
1.2 技术参数
本文所进行的X射线断层扫描分析采用天津三英精密仪器股份有限公司nanoVoxel-4000计算机断层扫描系统。在测试过程中,X射线源电压设置为225kV,分辨率为2μm;X射线探测器成像面积为244mm×196mm,成像范围为300mm×450mm(直径 ×高度)。X射线计算机断层扫描测试试验条件如表1所示。
表1 X射线计算机断层扫描测试试验条件
二、 结果和讨论
2.1 动力电池单体老化程度无损检测
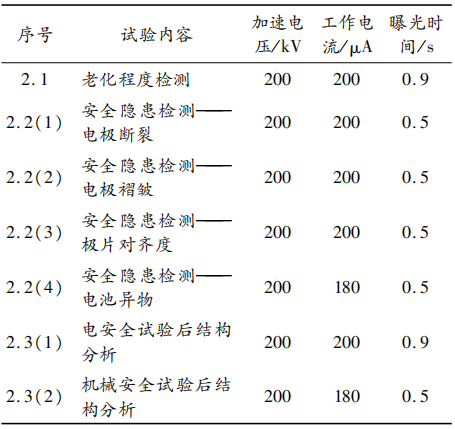
为探究动力电池在经过长周期循环后内部结构的演变情况,将1#样品在2C倍率下进行充放电循环,并在循环一定周数后暂停试验,放电至空电后对电池进行计算机断层扫描,分析其内部结构的变化。图3为测试样品计算机断层扫描纵截面图像。图3(a)~(d)分别对应新电池、循环周期为500、1000和2000周的电池。未经过循环的电池内部结构非常规整(图3(a)),能够观察到层状的卷绕电极以及电池中央的空隙。循环至500周(图3(b))时,能够观察到内部电极产生明显凸起,凸起主要集中于电池底部。循环至1000周时一侧电极的底端和上端均出现了凸起,循环至2000周时一侧凸起连接在一起,形成了更大的凸起,并在电极另一侧产生较小凸起。
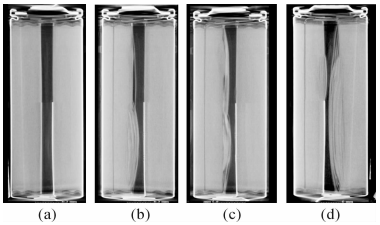
图3 样品经过不同循环次数后的CT扫描图像(纵向截面)
图4为测试样品计算机断层扫描横截面图像。图4(a)~(d)分别对应新电池、循环周期为500、1000和2000周的电池。在电池样品的横截面图中能够更好地观察到电池内部电极的卷绕结构,电池内部在循环过程中的形变也可以通过电池中心空隙的变化体现出来。如图4(a)所示,电池中心空隙呈规则的圆形,而随着循环的进行,圆形逐渐凹陷,在循环2000周后占据了电池中心2/3以上的面积,同样说明了随着循环的进行,样品内部结构出现了显著的形变。电极内部的大幅度形变会导致电池正负极分离,有效电化学反应面积减小,容量衰减,并具有发生内短路的隐患。
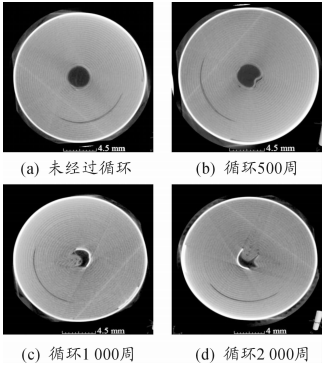
图4 样品经过不同循环次数后的CT扫描图像(横向截面)
2.2 动力电池单体安全隐患无损检测
2,2.1 结构断裂
动力电池会由于出厂缺陷或充放电使用过程导致电极结构发生断裂。电极的断裂一般会出现在电池内部电极的弯折点,例如圆柱电池卷绕电芯的内侧,软包和方壳电池卷绕和堆叠电极的内侧。图5是对某款方形硬壳电池内部电极进行的CT扫描图像。从图5(a)(b)都能够观察到清晰的正负极层状结构,对比度高的层对应正极极片,对比度低的层对应负极极片。
图5 动力电池电极结构断裂检测
图5(b)是将电极另一处出现结构断裂的部分进行放大的CT图像。如图中箭头指示,在电极弯曲部分的靠内4层,可以观察到颜色较暗的点,表明该点电极密度相比于周围更低,即产生了电极结构断裂,断裂距离约为0.13mm。电极断裂会使断裂点附近的微观结构电连接程度异于其他区域,在充放电过程中会导致电流密度分布不均,造成微量的产热不均和容量损失。由于电极在循环过程中会产生形变,电极的断裂程度有可能由于电极整体形变而扩大,这一假设需要进一步比对验证来证明。
2.2.2 电极褶皱
在动力电池内部,电极是否发生褶皱可以表征电池内部结构的整体规整水平,与电池的出厂程度和电池的使用程度相关。图6(a)和图6(b) 是对于2只同型号方形硬壳电池进行CT扫描的结果。可以观察到,图6(a)中电极在平铺和弯曲的区域每一层均表现出较高的一致性,电池卷绕中央的空隙也呈现直线型,规整度较高;从图6(b)中可以明显观察到,部分电极存在褶皱,电极整体呈现弯曲状态。
图6 动力电池电极褶皱检测
图6(c)是褶皱程度最大区域的细节图像。最大的褶皱长度约为10mm,褶皱弧度约150°,如图6(c)中的圆形所示,褶皱的出现导致了电极内部正负极之间出现空隙,降低了电池正负极的有效接触面积,会在使用过程中 影响电极的反应活性,并增加电池发生内短路的风险。由于褶皱产生的电池内部空隙也会影响电池的容量和内阻,进而影响其产热情况,增加电池模块或系统中单体的一致性差异。
2.2.3 极片对齐度
电池的极片对齐度差异主要是由于电池出厂 时的工艺水平造成的。对齐度较差的极片会导致正极和负极的不对称,不仅会造成部分容量损失,还会增加电池发生内短路的风险。如对同一型号的多块方壳电池进行扫描,其中对齐度不同的电极区域如图7所示。
图7 动力电池极片对齐度检测
图中对比度较高的区域为正极,对比度较低的区域为负极。如图中红线所示,以2个扫描区域中长度相同的电极为基准,计算每一条正极极片与基准电极的相对长度,如图7(c)所示。得到图7(a)中正极极片的相对长度标准差为294.38μm,图7(b)中正极极片的长度差异平均值为810.01μm。结果表明,图7(b)中正极极片的对齐度要显著差于图7(a)。
极片对齐度的差异不仅会导致电极末端由于正负极接触面的减少降低容量,额外突出的正负极还会有产生内短路的可能性。当电池发生振动、碰撞、跌落 时,对齐度差的电池更有可能由于正负极直接接触而产生内短路,大量放热。
2.2.4 电池内异物
电池内部异物主要是由于电池出厂的工艺缺陷造成的。由于CT扫描技术对于密度高的材料敏感,能够检测到的主要是金属异物。如图8所示,图8(a)中检测到的是电极中的金属异物,在电极中能够观察到粒径约100μm×200μm的高对比度点,位置处于电池中的2层电极之间,如图中箭头所示。电极中的异物在电池使用过程中很可能造成微区温度过高,产生安全隐患。图8(b)是电池密封圈中存在异物的图像,异物粒径约为100μm。密封圈中的异物可能会导致电池密封不严,在使用过程中产生电解液泄漏的隐患。
图8 动力电池内部异物检测
2.3 动力电池单体安全性试验后内部结构分析
2.3.1 电安全试验
图9是某款18650电池进行过放电测试前后的CT图像。图9(a)是未经过过放电的空电电池横截面和纵截面图像,可以观察到电池内部呈现规整的正负极卷绕结构。图9(b)是该电池经过1C过放电至150%DOD,并经过1次充-放电至空电。通过CT图像可以观察到,电池的整体卷绕结构保持较为完整,但可以看到出现细小的毛刺,这是电池在过放电过程中正极发生铜溶出现象导致的。
此外,通过测量正负极的厚度,发现在经历过放电后,正极厚度从102.7μm增加到182.1μm,负极厚度从175.2μm增加到 198.6μm,表明电极在过放电过程中发生了增厚现象。
图9 动力电池过放电安全性试验前后CT检测
2.3.2 机械安全试验
图10(a)是某款18650电池进行针刺测试后的CT图像。可以明显地观察到针刺对电池内部结构造成了严重的影响,穿刺孔清晰可见,电池内部整体结构呈现云雾状,这是由于针刺过程电池发生热失控产生高温和燃烧导致的。图10(b)是针刺后电池的横截面图像,可以看到由于针刺经过电池内部,产生的作用力对电池内部的整体结构都造成了形变。
图10 动力电池针刺测试后电池的CT图像
编辑:jq
-
善思创兴薄膜力学断层扫描测试仪:聚焦锂电池材料检测,解决行业核心测试痛点2025-08-30 902
-
3D计算机断层扫描_非接触2010-07-10 2850
-
医学影像技术:计算���断层扫描(CT)与正电子发射断层成像(PET)资料下载2021-04-23 1647
-
计算机断层扫描医学成像简介2023-02-27 3091
-
计量型蔡司工业CT计算机断层扫描与普通X光机的区别2023-06-19 1662
-
ZEISS蔡司工业CT计算机断层扫描系统VoluMax 9 titan介绍2023-07-12 1501
-
工业CT无损检测设备(蔡司工业ct断层扫描仪)2023-07-26 2605
-
蔡司工业CT计算机断层扫描设备帮助企业更快评估产品质量2023-07-27 1607
-
工业CT检测设备工业计算机断层扫描仪2023-08-11 2250
-
计量型蔡司工业CT计算机断层扫描设备2023-06-15 1721
-
计量型蔡司工业CT计算机断层扫描与X光机的差别2023-10-13 1327
-
航空航天用的X射线计算机蔡司工业CT断层扫描原理2023-12-07 1929
-
蔡司计量型工业ct计算机断层扫描与X光机的区别2024-03-28 1110
-
广东东莞蔡司工业CT计算机断层扫描半导体芯片2024-04-25 1898
-
为生命护航|激光跟踪仪检测X射线计算机断层扫描成像系统的应用2025-05-16 1063
全部0条评论

快来发表一下你的评论吧 !
