

基于8031单片机和继电器实现盐炉温控柜自动化控制系统的设计
描述
作者:胡瑞玲 ,张军香, 段洪德
表面处理是机械加工、仪器仪表生产、电子产品制造等多种行业中非常重要的一个环节,它不仅使生产的产品美观、好看,而且更重要是可以起到对产品的防腐、防锈、防侵蚀等保护作用。因此表面处理的好与坏,直接影响到产品可靠性和使用寿命。我厂用于表面处理的盐炉是80年代初的产品,只能靠手动进行调节控制,且温度显示不直观,控制过程缓慢,生产出来的产品质量达不到当前相应要求。研制盐炉温控柜实现盐炉的自动化控制,使老产品通过改造达到目前同行业的先进水平,是盐炉控制柜设计总的目标和要求。
技术性能及要求
分别控制盐炉的化炉和升温过程。变压器触点固定,在化炉过程中采用逐渐提高电流的方法控制化炉的时间。设计、测量、显示温度范围:400℃_1200℃;温度控制精度:5℃;测量误差:3℃;热电偶:镍铬—镍铝(硅)热电偶;功率:380V/3相,165KW(每相电流250A)。具有设定温度及测量温度显示功能,具有工作电压及工作电流显示功能。数码管显示设定温度和测量温度,电压表和电流表显示工作电压和工作电流。具有紧急断电、漏电保护、过流保护等安全措施。
总体设计方案及系统组成
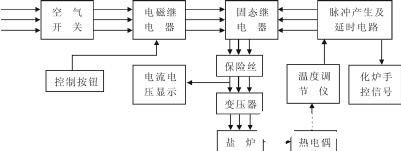
图1 盐炉温控柜原理方框图
盐炉温控柜原理方框图如图1所示,主要包括以下几个部分:
1、温度调节部分:温度调节由温度调节仪(温度检测及控制电路)完成,盐炉的温度信号由热电偶输入到温度调节仪,温度调节仪对输入的温度信号进行采样及模数转换,显示测量结果并与设定温度比较,输出温度控制信号。
2、化炉控制部分:主要由电位器组成,通过调整电位器改变化炉手控电压值控制脉冲产生的时间,进而控制固态继电器的导通,以达到控制化炉电流的目的。
3、脉冲产生及延时电路部分:由变压器、整流器、运算放大器、定时器等组成电路,产生与50Hz交流电同步的触发信号,控制固态继电器的导通。触发信号产生的时间受温度调节仪和化炉信号的控制。
4、主控部分:包括控制按钮、空气开关、电磁继电器、固态继电器、保险丝、变压器及电流电压显示,其中控制按钮具有启动、紧急断电等功能,保险丝起到过流保护等功能。
具体电路设计
温度检测及控制电路
温度检测及控制电路原理框图如图2所示,它主要由热电耦、放大调整、A/D变换及接口、8031单片机系统和驱动电路组成。其工作过程是,根据表面处理对盐炉的温度要求通过键盘对控制过程进行设定之后,单片机系统首先对六路镍铬—镍铝热电偶对炉内温度进行检测,并对检测到的数据进行相应的处理,最后单片机根据检测结果与设计值的差值大小输出控制信号,此信号经驱动电路输出,送给固态继电器控制电路,并通过继电器电路控制盐炉加热电压、电流的大小和时间来对盐炉的温度进行控制。
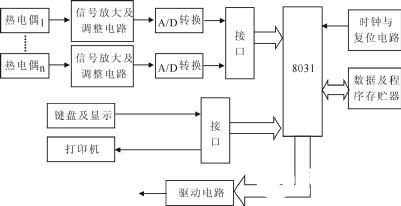
图2 温度检测及控制电路方框图
固态继电器控制电路
固态继电器控制电路如图3所示,主要由检零电路、锯齿波形成电路和脉冲形成电路组成。固态继电器控制电路的作用是将温度调节仪输出信号或化炉手控信号转换成控制脉冲,通过固态继电器控制三相交流电的导通时间,完成对输入功率的控制。其工作过程是检零电路对50Hz、220V电源相位进行检测,产生与电源相位相一致的锯齿波,此锯齿波在同步脉冲形成电路中与来自温控仪的直流信号进行比较,当锯齿波电压小于直流控制电压时,同步脉冲形成电路输出正脉冲,使固态继电器导通,电源给负载供电。
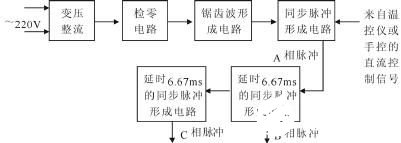
图3 固态继电器控制模块方框图
直流控制电压变化将控制同步脉冲的宽度,宽度大则导通时间长,从而控制加到盐炉输入功率的大小。
其它电路
其它电路主要由电流开关、交流接触器、数码显示工作状态指示电路等组成。
软件设计
* 输入参数:设定温度、保温温度、报警温度、保温时间。
* 自动记录保温温度的开始时间,并在保温时间结束时,发出报警信号。
* 完成数据的采集(应可同时完成多个对象的数据采集),并根据采集到的数据进行显示,及输出相应对象的控制信号。
* 当任务结束时,可打印出测量温度及相应时间(每5分钟保存一次),表示温度和时间关系的曲线。
软件流程如图4所示。
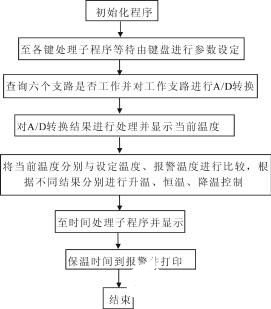
图4 软件流程图
结语
盐炉温控柜的研制成功和使用,使原来的盐炉增加了自动控制功能,且操作简单,可靠性高。目前此产品已应用于不同车间3台盐炉,产品达到了设计指标要求。
责任编辑:gt
-
单片机在炉温控制中的应用2016-10-15 2319
-
proteus仿真一个炉温控制系统2020-04-24 7196
-
基于MCU实现工业生产中炉温控制系统的设计2021-05-10 2961
-
单片机电炉温度控制系统实验仪的研制与实践2009-06-19 760
-
玻璃纤维机械炉温控制系统的研究2009-08-05 509
-
基于C8051F单片机的炉温控制系统2011-08-15 1458
-
基于单片机的锅炉温度控制系统的设计_完成版2016-01-04 1373
-
MC68HC11单片机电加热炉炉温控制系统2017-10-16 1249
-
如何使用51单片机实现恒温控制系统的电路图免费下载2020-02-27 1532
-
基于单片机实现工业生产中炉温控制系统的设计2020-06-26 1683
-
基于单片机恒温控制系统程序和仿真设计2021-07-22 2394
-
基于单片机的水温控制系统设计2021-11-04 1385
-
plc和继电器控制系统的区别2024-05-02 5241
-
什么是继电器控制系统?它有哪些特点?2024-06-13 3313
-
继电器在自动化控制中的作用2024-12-28 2810
全部0条评论

快来发表一下你的评论吧 !
