

面对加工薄壁工件时这家伙变形我们该怎么办?
电子说
1.4w人已加入
描述
在加工薄壁或者环形工件时 克服工件的变形是首先要面对的难题 选对软爪的类型和合适的卡盘压力是关键
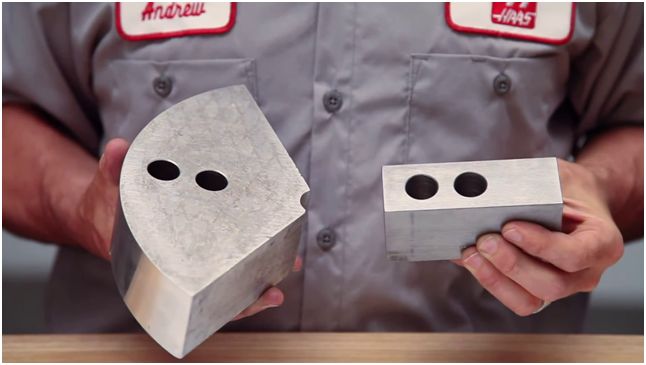
在相同的卡盘压力下,扇形软爪比标准软爪拥有更大的接触面积,这意味着工件所受到的压力更加均匀,而标准软爪则会出现下面的状况:
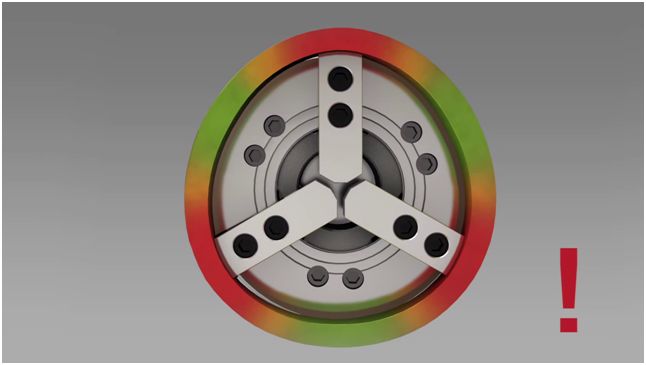
实际的状况可能没有图中的那么明显 但是在底部的视频中你会清楚的看到 在除了软爪类型不一样,其他条件都相同的情况下 工件的变形程度甚至出现了几十倍的差别
不管是扇形软爪还是标准软爪 都会因为软爪磨损过大而或者加工零件的更换而需要重修 在重修的过程中,首先要给即将拆下来的软爪 刻上标记,打上序号 这样是为了增加软爪的使用次数 更详细的标记也会减少误用的可能性

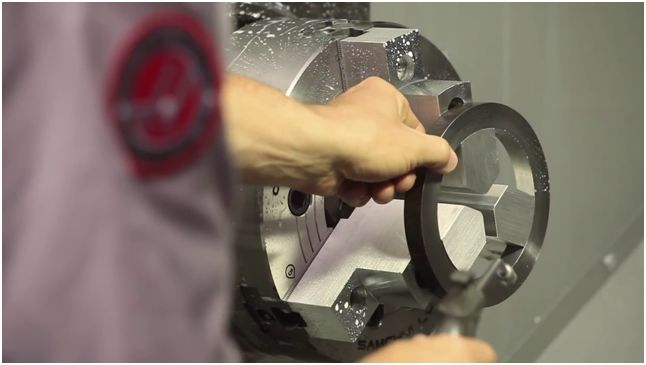
接下来是修爪器的选择: 通常来说,左边的修爪器修内爪,右边的修外爪

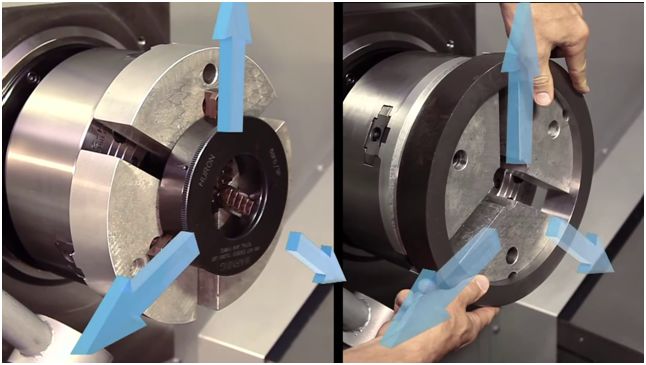
以下问题不管在制作或者重修软爪时,都应该注意: T型块不能超过卡盘的最大直径 修爪时的卡盘压力接近加工工件时的压力 卡盘正处在活动范围的中间 修爪时夹持力的方向和工件夹持力的方向一致 注意修爪时的转速 添加退刀槽 去除毛刺和尖角
当两种修爪器都不能满足条件时 我们就需要制作一个特殊的修爪部件 比如像加工出下面的圆环来修外爪
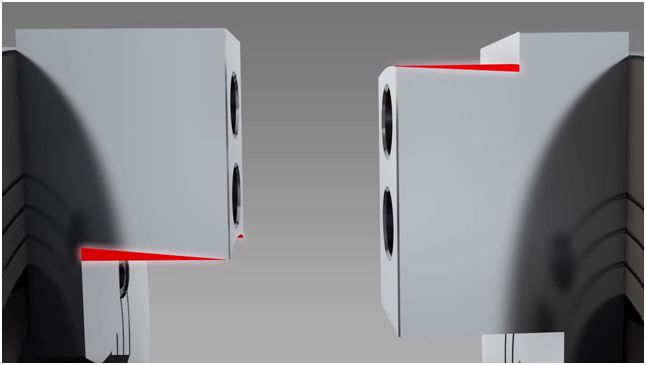
当加工零件需要夹持的部分比较长时 会出现工件和软爪不能完全贴合的状况,俗称“喇叭口” 具体表现为,软爪的顶部与工件之间留有缝隙
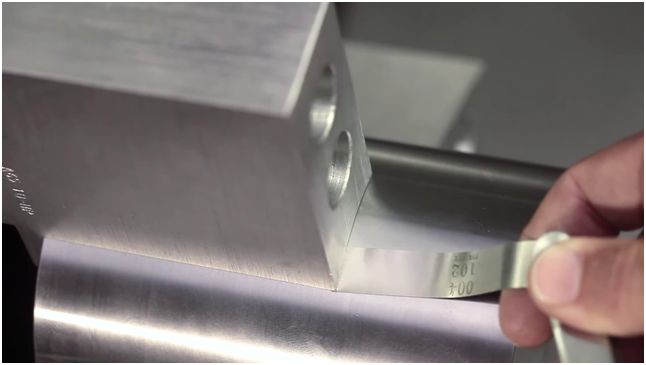
最有效的解决办法是:在软爪上加工出锥度 通过塞尺来测量出缝隙的大小,测量夹持的长度 然后就可以计算出锥度的大小了
编辑:jq
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
三坐标检测薄壁件:如何消除装夹变形误差?2025-08-15 610
-
Intel放弃NUC,我们该怎么办2023-07-14 4265
-
镍铁合金薄壁零件车削加工研究2023-02-09 1957
-
机床测头解决变形加工难题2022-06-16 1246
-
面对开关电容滤波器的“共振”现象,我们该怎么办?2021-04-14 1365
-
怎样解决机械加工中的工件变形这个难题?2020-11-04 2187
-
数控机床加工薄壁套管造成尺寸和形状误差的解决方案2020-11-02 3853
-
机械加工中工件变形的产生原因和解决方法2020-09-15 25021
-
薄壁空心件车削安全无变形的装卡2020-07-20 3972
-
机械加工造成工件变形的原因2019-12-28 5972
-
如何解决薄壁套筒类零件在加工中产生变形的难题2019-12-01 9345
-
电池换新无法可依怎么办2019-03-19 1972
-
若忘记了Linux系统的root密码,该怎么办?2018-10-15 13658
-
本本发热导致“发烧” 那该怎么办呢?2010-01-26 1831
全部0条评论

快来发表一下你的评论吧 !
