

基于可编程逻辑控制器和NI技术的辗环机控制方案
描述
作者: Nak Moon SUNG - Caltec Inc.
对于我们以前的轧制控制系统,我们无法通过可编程逻辑控制器(PLC)来控制气压缸的通信和反应速度,而必须使用一种昂贵的PLC传感器通信模式与位置控制传感器进行通信。因此,我们希望找到一种低成本的通信方式。
系统组成
计算机和CompactRIO 辗环机的基本通信架构如图1所示。
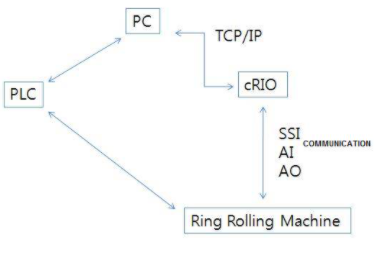
图1.系统模块架构
硬件组成
硬件系统基于CompactRIO硬件平台,该系统由以下部件组成:
1. 用于TCP/IP通信协议和比例微积分(PID)控制的NI cRIO-9074实时控制器
2. 用于位置传感和简单传感接口通信的NI 9411 和 NI 9401 C系列数字输入模块
3. 用于压力传感测量的NI 9219 C系列模拟输入模块
4. 用于比例阈控制的NI 9263 C系列模拟输出模块
图2.CompactRIO系统
用户界面
主机计算机有一个常见的、易于使用的操作系统,我们采用NI LabVIEW图形开发平台进行更快速的用户界面开发。我们使用TCP/IP通信协议来完成CompactRIO 硬件系统和可编程逻辑控制器间的大量数据的采集和发送,帮助我们迅速确认辗环机的状态和控制信息。
图3.用户界面
FPGA (SSI 通信)程序
为了控制辗环机的气压缸,我们使用NI 9401和NI 9411模块进行简单传感器接口通信,NI 9219模块用于模拟输入传感器负荷,NI 9263模块用于模拟输出,并执行相应的PID控制。
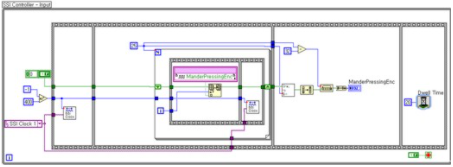
图4.FPGA SSI 程序
辗环机
环形辗环机不同于常规级辗环机,其通过在两个方向上同时轧制——径向和轴向,循环操作成要求的圆环大小。环形旋转使用直流或交流电机。整个辗环机的径向/轴向轧制和移动系统都使用压力系统。一般来说,压力系统可以工作在高速模式下,传输人工模式下的设备,也可以工作在低速模式下,在低速模式下,精确地控制轧制时的每个部分。
辗环机采用六个气压缸——心轴,excel任务,excel平衡,左/右,居中,和excel滑动——用于位置控制。所有这些气压缸使用简单接口通信方式定位传感器和使用比例阈来执行控制。
我们使用FPGA将简单传感接口通信方式的位置传感负荷转换为模拟负荷。我们使用CompactRIO系统同时操作六个气压缸,以控制位置和自动化轧制过程。通过这种方式,计算机只显示用户需要的信息,FPGA和CompactRIO系统负责实际轧制控制。为了让用户通过计算机来监视轧制过程,CompactRIO系统必须发送轧制数据给计算机。如果轧制数据量太大的话,就需使用所用权变更,使得通信速度就会降低,这就需要通过使用TCP/IP通信协议来解决。
图5.辗环机
图6.轧制操作
图7.控制箱
选择NI 解决方案的理由
我们选择使用NI产品的理由,可以列为如下:
* 通信速度快,可靠性高
* 可定制的高速线性化处理逻辑单元
* 实时操作系统
* 可以获得NI公司工程师的技术支持
结论
对于常规辗环机,可编程逻辑控制器发送流信号给比例阈,但只执行流控制信号。在这种情况下,轧制速度的变化取决于其材料,质量和测量,即使可编程逻辑控制器发送相同的流信号,轧制速度也会变化。因此,要使轧制过程完全自动化是很困难的,特别是在居中轧制的情况下。在现存的计算机系统情况下,当完成流信号次序值之后,位置值与当前的位置传感值作对比。然后,使用可编程逻辑控制器,将位置值发送给比例阈,这样对于用户控制位置就更为困难了。
使用 NI 公司的解决方案,位置次序值通过CompactRIO系统获得,并与通过FPGA得到的当前位置传感的值进行比较。使用PID来控制比例阈意味着与计算机间的通信是不必要的,使得高速率的和精确的控制成为可能。
将位置传感的SSI通信值转换为模拟值的成本很高,但是如果改为使用NI 公司的实时解决方案,通信速度和可控制性就会得到改善。此外,现在我们可以通过使用比例阈来控制气压缸的位置,并可以使轧制过程完全自动化。因为该解决方案不需要使用转换器,价格变得可以接受。NI的解决方案既降低了成本的开销,又使位置控制成为可能。
责任编辑:gt
-
PLC可编程逻辑控制器的常见错误类型以及修复方法2023-09-07 3633
-
什么是可编程逻辑控制器?可编程逻辑控制器有哪些特点?2021-07-05 3328
-
可编程逻辑控制器简析2021-09-07 1456
-
PLC可编程逻辑控制器的设计原则2021-09-09 1905
-
可编程逻辑控制器的特点及应用2021-10-11 2420
-
工业自动化解决方案之可编程逻辑控制器2013-03-19 1019
-
三菱PLC(可编程逻辑控制器)编程实例——日立电梯程序2022-05-13 1077
-
西门子PLC(可编程逻辑控制器)编程实例项目例程2022-03-22 1663
-
三菱PLC(可编程逻辑控制器)编程实例—新印刷机plc程序2022-05-17 2565
-
可编程控制器基本知识_可编程控制器原理及应用2018-04-25 62401
-
简析可编程逻辑控制器PLC2019-07-03 2878
-
可编程逻辑控制器是什么_可编程逻辑控制器原理2019-07-31 13553
-
可编程逻辑控制器的作用2022-07-12 3671
-
可编程逻辑控制继电器2022-11-01 1963
-
可编程控制器PLC概述2023-04-19 2307
全部0条评论

快来发表一下你的评论吧 !
