

基于ATmega128和上位机控制软件实现陶瓷检测系统的应用方案
描述
引言
在城市的建设进程中,越来越注重绿色环保理念,然而使用实心砖会造成资源的巨大浪费,因此空心砖的使用量急剧增长。生产空心砖需要大量的生态陶瓷材料,但相应的陶瓷材料的性能检测工具还很不完善。研制高性能生态陶瓷性能检测仪具有重要的现实意义。本文以陶瓷材料的综合性能为研究对象,进行陶瓷透气度性能检测仪的研制。
为了实现智能化和可视化,采用数据吞吐率高的ATmega128单片机作为系统的主控制芯片,用北京亚控公司的可视化高的组态王软件作整个陶瓷性能检测流程的监控系统。结合二者的优势,设计一个便于操作,检测精度高的陶瓷检测系统。
检测原理如下:室温下,检测在压力差为1 mm水柱时1 h内以层流状态通过厚度为1 cm、面积为1 m2的多孔陶瓷制品的气体立方数。
1 系统结构及组成
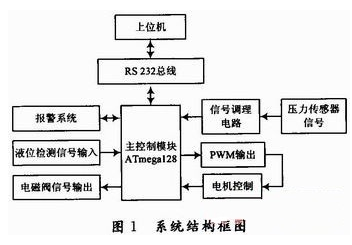
基于AVR ATmega128单片机和北京亚控公司的组态软件的陶瓷检测系统,主要由上层控制系统和下层节点控制单元构成,结构图如图1所示。上层控制系统由上位机控制软件、通信总线接口组成。下层控制单元由压力采集变送板、控制CPU、总线接口、压力传感器、压力反馈通信接口、液位传感器等部分组成的。系统采用了总线结构、模块化的设计方法,各部分组建方式灵活,并具有良好的可扩展性。控制系统还可外接通信模块,与上位机通信,将数据信息上传。AVR嵌入式控制器对执行机构发出控制指令,对电机的转速进行控制,从而实现对压力的检测与控制。
上位机控制部分:主要由总线接口和上位机两部分构成。其中总线接口一端和总线相连完成和总线的通信;另一端和上位机连接完成和上位机的通信。它的主要功能是将上位机的操作信号和控制参数传送给指定的下位机节点。同时,将节点的数据传输给上位机做进一步处理。它和上位机之间的通信是通过RS 232串行口和上位机交换数据。
现场控制部分:现场控制层为系统的底层,它首先由信号采集调理模块通过RS 232总线和上位机通信。然后由带有总线接口的变送器和执行器来实现具体操作,它们之间通过RS 485总线进行通信,完成全部的控制工作。
2 系统硬件设计
从功能上来划分,整个系统分为液位检测模块、PWM控制电机模块、恒压控制模块、信号采集调理模块、人机界面五部分。
主控模块采用Atmel公司的高性能、低功耗的8位AVR微处理器。由于其先进的指令集以及单时钟周期指令执行时间,ATmega128的数据吞吐率高达128 MIPS/MHz,从而可以减缓系统在功耗和处理速度之间的矛盾。JTAG接口通过JTAG接口实现对Flash、E2PROM、熔丝位和锁定位的编程。片内集成了数据采集和控制系统中常用的模拟、数字外设及其他功能部件:内置FLASH程序存储器、内部RAM,大部分器件内部还有位于外部数据存储器空间的RAM。高速、流水线结构的内核,真正10位、100KSPS的8通道ADC,512 KB的E2PROM,擦写寿命为100 000次。可工作于主机/从机模式的SPI串行接口具有独立片内振荡器的可编程看门狗定时器。
2.1 压力传感器调理电路设计
信号采集调理模块中压力传感器部分采用DG通用系列标准型全不锈钢焊接结构压力变送器,精确度最高可达0.1%FS,具有小体积、高性能、高性价比、高稳定性、高灵敏度等特点。差压传感器电压信号经滤波及正向跟随后接分压电阻。ATmega128内部A/D直接从分压电阻上采样得到10位A/D值。设计的压力传感器信号处理电路如图2所示。

2.2 红外液位检测电路设计
为了自动检测单位体积的检测液的流动速度,在玻璃容器的输入、输出口分别安装了红外检测系统。这里设计的红外光源驱动电路如图3所示。其中+12 V电压通过两个100 kΩ电阻加在放大器的两端形成同相比例,放大电路放大倍数为Vi0=(1+RF/R1)V来驱动三极管的导通与截止,驱动发光二极管。
3 系统软件设计
3.1 控制算法的设计
为了实现陶瓷检测设备高精度、反应速度快、宽测量范围的性能指标要求。设计的陶瓷检测控制软件采用PID控制算法和模糊神经网络控制的隶属度函数相结合的方法,来完成对各个模块的控制。实现参数标定、设置、透气度测量、恒压信号(PWM信号)输出等功能。软件完成初始化设置后,进行压力信号的数据采集与处理、恒压控制输出等。根据实际工况,压力信号变化范围太大时,系统将处于等待状态,直到压力被调节到9 500~10 050 Pa的范围要求。同时,当误差范围比较大时会根据模糊神经网络算法来粗调PWM信号,当距10 000 Pa范围较小时再采用PID精确调节,保证输出的PWM信号在设计范围内。
普通的PID控制是反馈控制系统中取偏差的比例、积分、微分的组合控制。固定参数PID控制属于线性控制。而液位上升的过程具有非线性、时变性及不确定性等特点,对于这类系统采用固定参数PID控制很难实现理想的控制效果,因此采用了变参数控制的方法。
这里将模糊控制知识表达容易的特点和神经网络自学习能力强的优势相结合,取长补短,以提高整个系统的学习能力和表达能力,实现电机的在线智能调速。通过该智能控制系统,将模糊控制规律和隶属函数隐含地分布在整个网络中,用神经网络实现模糊推理,用神经网络的在线自学习能力来调整隶属函数和改变模糊控制规律,使控制系统工作状态可根据设定速度和环境状态变化而自动调整,实现速度的智能控制。
实验结果表明,该算法可以有效控制PWM输出的稳定性,近而可以很好的稳定压力,保证其在设计值范围内,并且进一步提高了系统检测精度。
3.2 数据通信设计
本系统的通信主要采用了信号采集调理模块来完成数据采集。该模块是以ATmega128单片机为核心的陶瓷检测智能控制仪重要组成部分。ATmega128片内含128 KB ISP的可反复擦写10 000次的FLASH只读程序存储器。对压力传感器的数据进行监测和设定并记录到数据库。主控界面中的参数是通过数据采集现场总线RS 485传输过来的智能仪表的参数。
由于组态王和单片机进行通信的数据格式是ASCII码,所以提前定义控制系统和上位机间的通信协议,其中如波特率、数据位、停止位和奇偶检验等必须在协议中进行定义。首先要在组态王中把地址分配给要通信的数据变量,按照设计要求把数据类型分为字节和无符号整型两类,分别占1 B和2 B的空间。因此分配时不能有重叠现象,为提高通信速度这里使用连续的数据区。
3.3 监控系统的设计开发
设计时充分利用了北京亚控公司开发的组态王元件的可视化及其集成的可视化数据库工具,开发了此监控软件如图4所示。人机界面分为以下几个页面:登陆画面、主画面、测试方形试样参数画面、测试圆形试样画面、报警画面、数据查询画面、报表打印画面等。
下面具体介绍主要的几个模块:
3.3.1 参数模块功能
本系统中包括试样的形状、试样的尺寸、测量数据(输入两个压力值),在测试时系统会自动计时,同时不断地采集压力数据信息,然后根据系统设计的模糊神经网络PID控制器来快速稳定的调节PWM输出,进而调节电机的转速,最终确保压力恒定在设计的要求范围内。
3.3.2 报警模块功能
本系统中主要的报警项有两种:一是当储水箱中的指针高出水液面一定时间后就要发出报警信号;二是压力传感器超过设定值时也要发出报警信号。
3.3.3 报表打印模块功能
报表打印模块是对每天生产过程中的一些重要参数进行报表打印,以便对生产情况进行备案,一张报表可选定16个参数,此为固定的报表格式。如图5所示。
组态软件开发的人机界面有两个显著的优点:一是实际操作时,先登陆界面设定好初始参数,然后按照系统提示下一步操作。操作人员可根据系统的提示来完成操作,自动化程度高。如进入主界面后系统会提示安装样品,接着会提示系统气密性检查等。二是主界面生动形象。如:当每一步操作进行时,图中相应的器件也会运行起来,可以模拟实际现场的工作状态。
4 结语
(1)充分利用了ATmega128的数据吞吐率和强大的I/O端口保证了数据快速处理和及时通信的要求,同时设计的模糊神经网络控制器使得测试范围在很大程度上变宽了并且测试精度也提高了。
(2)利用组态王开发的上位机控制软件,可以方便快捷地控制系统和人机界面的设计。
(3)实际运行表明本陶瓷测控系统无论是在稳定性、实时性都表现良好。
本系统已于2009年经过完善后应用在陶瓷检测科研项目中,得到了用户的好评,不仅提高了自动化检测程度,同时也提高了测试精度,节省了工作人员。在长时间使用期间,满足了用户的需求。
责任编辑:gt
-
基于ATmega128的光伏并网发电系统设计2023-10-25 636
-
基于Atmega128车祸自动定位报警系统的设计2023-10-10 588
-
基于ATmega128的球管电压控制系统设计与实现2023-10-08 588
-
基于Atmega128嵌入式控制器该怎么设计?2019-08-30 1691
-
ATmega128单片机的内部资源、工作原理和硬件电路设计的资料免费下载2018-09-21 2693
-
ATmega128系统模块,设计一个数控雕刻机系统2018-02-05 3731
-
悬赏求助!!如何用Atmega128实现音乐功能!!!2016-06-11 2883
-
ATmega128几个常用程序例子2015-11-03 1668
-
《ATmega128单片机入门与提高》光盘.rar2012-08-16 68586
-
ATmega128和组态王实现陶瓷检测系统2011-09-27 2692
-
采用ATMEGA128单片机结合CPLD 实现了对VGA显示2010-02-08 1269
-
ATMEGA128在SFC电源测控系统中的应用2010-01-11 631
-
ATmega128在开发应用中应注意的问题2009-10-26 3503
-
atmega128 pdf2008-04-08 2370
全部0条评论

快来发表一下你的评论吧 !
