

超声波焊接设计方案
今日头条
描述
一、设计方案时的基本调查
为达到好的焊接結果,需要调查的要素以下:
熔接处要求
是不是要全密焊接
能不能容许溢料
检查环氧树脂塑胶的延展性,哪种材料既能合乎设计产品要求、也可以达到合适合超声波生产加工的标准
被焊物外观的要求
熔接处部位与熔接方式
妥当设计方案,一定要能在焊接全过程中保持壳件固定不动
焊头是不是以传递超声波能量熔接焊接件设计重點
二、焊接件设计方案关键
设计方案欲焊物一定要能传递超音波能量
假如焊接面与超声波焊头表面有一些间距,壳件就要充足硬实以传递超声波能量,软塑塑胶没法传递能量,壳件壁薄厚程度要足以避免焊接区变形,厚壁非常容易由于焊接全过程中的机械设备能量而破裂。
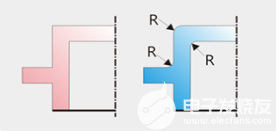
1、焊接物的边缘与边沿
全部边缘与边沿务必导圆弧,因为锋利边沿会使超音波能量堆积而导致裂开或者多余的溶接。
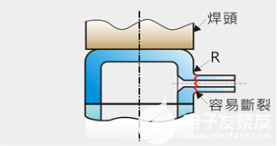
2、潜在性的设计产品难题
拓宽本身之外的部分,比如边肋、固定支架、饰钉,易在超声波焊接全过程因其震动或超温而破裂。此外别的内嵌物如弹黄或者电缆线,也是危害焊接实际效果的缘故。总的来说,圆润边沿与边缘、震幅小、焊接时间较短可达到最好焊接实际效果,假如由需要,可应用硅橡胶来缓存超声波对电子零件、弹黄等的波动。
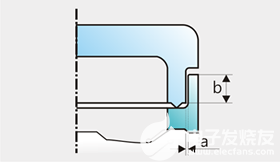
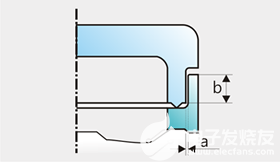
3、欲焊物的吻合情况
理想化的情况,是两壳件相互之间吻合,且在焊接全过程中可固定不动。理想化的吻合情况是二者可依靠外力作用密封性但不至于过紧,理想化的空隙是0.05~0.1毫米;依焊物尺寸而定,俩件焊物间的高宽比差最少是1.0Mm。
建议空隙a=0.025~0.05mm;b= min. 1.0Mm
4、能量传递需均一
熔接处的设计方案会危害能量传递的均一度,一般来说,能量传递途径上面有弯折、斜坡或者开孔的,都是会使传递至焊接面的超声波抗压强度降低。
图上X区易发生焊接不够或无焊接的情况

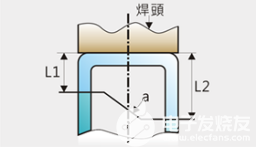
5、焊接面的部位
最好情况是焊接面均在同一高宽比并且与焊头表面平行面,如若不然,焊接面至焊头表面的间距不一,易有焊接不均匀一的状况产生。
图上L1与L2间距不一,且a面与焊头面不平行,传入两壳件表面的能量损失
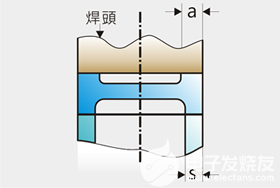
6、焊接件与焊头表面
最好情况是与壳件与焊头表面大又平齐,焊头表面是能够有一部分轮廊的。假如焊头表面低于焊接面,虽仍能达到焊接,但一部分能量或许没法传递至焊接面,必须提升工作压力才达到好的焊接实际效果,但提升工作下压力很有可能会使焊接件表面造成压印。打磨抛光表面或者不平齐表面特别是在非常容易造成焊头压印,添加PE模能够降低压印造成的可能。
与焊头触碰的壳件应当与焊头表面一样大,比如图上a务必尽量比s宽
责任编辑:tzh
-
超声波焊接工艺详解 超声波焊接应用领域2025-01-31 4542
-
超声波焊接技术原理2025-01-19 4652
-
基于STM8的红外与超声波测距仪设计方案2023-10-10 1176
-
简述超声波焊接原理及超声波技术应用2023-04-07 3594
-
超声波焊接的优势有哪些2021-08-24 4550
-
超声波焊接的原理及方法2021-08-09 10916
-
超声波焊接机调整参数_超声波焊接机频率怎么调2020-12-17 20275
-
超声波焊接机型号_超声波焊接机使用说明2020-09-07 3743
-
超声波焊接机的频率选择_超声波焊接机的用途2020-04-01 6642
-
超声波线束焊接机原理2018-09-14 20620
-
哪些材料适合使用超声波焊接机?2018-08-11 3792
-
超声波塑料焊接与超声波金属焊接的不同点2018-07-25 3697
-
超声波焊接原理和应用2018-07-23 4314
-
眼科超声波诊断仪的设计方案2009-11-30 19390
全部0条评论

快来发表一下你的评论吧 !
