

超声技术在医疗器械检测中的应用研究
描述
无损方法
医疗器械在使用过程中出现的故障通常是由某种类型的潜在瑕疵引起的。如果故障不属于电子范畴(即便有时属于),潜在瑕疵常常是结构性的缺陷,如内部裂纹、脱层或孔隙。考虑到时间、震动和热学应力,这些潜在瑕疵类型可能引起各种医疗器械的现场故障。
为避免此类故障,制造商可能希望在早期阶段——器械开发或生产采样过程中——发现这些瑕疵。裂纹、脱层和孔隙都属于间隙。可以利用破坏性物理分析 (DPA)查找,该方法通常要将器械切开并抛光,以提供放大的光学视图。间隙还可以通过声学显微成像进行查找和成像,这是一种无损方法,对内部间隙尤为敏感。
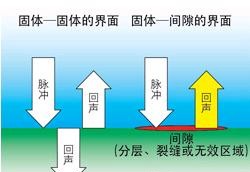
假定工程师希望对塑料层与金属层粘合的医疗器械有所了解。声学显微成像系统采用一个移动的超声传感器扫描平坦或圆柱形表面。传感器发出超声脉冲至部件中,并接收从内部界面返回的回声。如果塑料和金属材料粘合良好,则工程师将观察到塑料金属界面传回大致中等振幅的回声。任何两种粘合良好的固体都可以传回具有自身特性的回声。
如果两种材料之间存在间隙,则此位置不再是塑料-金属界面,而是塑料-真空或者可能是塑料-空气界面。由于后一材料不是固体,界面处的声学特性发生了极大的变化,使传回的回声振幅极高(图1),且大于两种粘合良好的固体产生的回声。一般>99.99%的脉冲超声波将被反射,即便间隙仅有0.01 μm,工程师也会看到十分明亮的间隙区域。
如果工程师在器械开发过程中利用声学图像观察到上述瑕疵,则有机会对材料或流程进行修改,以消除此瑕疵。他们可能希望对器械进行DPA分析以通过光学方式观察瑕疵;声学图像将为他们显示精确的切割部位。
声学显微成像已用于对各种医疗器械进行检查,范围从起搏器和腹部植入物到用于血液分析的滤筒。超声传感器必须能够扫描器械的某个平坦表面。平坦表面可能极小,与起搏器外壳上的焊接区域宽度相当,其深度等于整个焊接厚度,且无异常公差。传感器还可以扫描具有圆柱形外层或其它不平坦几何形状的器械。
垫圈粘合不充分
图2是将垫圈粘合于微盒空腔的平坦周边后的声学图像,血液通过微盒抽出后进行分析。灰色实心区域是周边的平坦表面,垫圈即粘合于此。传回至传感器的回声经 “门控”,将垫圈与微盒壁的粘合成像,显示“目标深度”。由于其它深度的回声到达的时间不是在目标深度之前就是之后,因此可以轻易将其排除出去。波状线区域代表覆盖垫圈及微盒的塑料/玻璃层。

平坦周边表面大部分是同样的灰色阴影,表示垫圈与表面的粘合均匀。这正是器械实现长期无泄漏可靠性所需的特性。但箭头标记的白色区域表示超声波脉冲的振幅过高,因此呈亮白色。结论是这些区域未与周边表面粘合。
更为严重的是,这些未粘合区域几乎形成一条从空腔内部到达外部环境的连续通路。如果该器械在此条件下工作并且暴露于潮湿、污染、热循环及冲击和振动环境,则很可能形成连续通路,引起无法预料的故障。在可靠性较高的器械中,此界面上的任何未粘合状况都是引起产品不合格的原因。在此故障类型不太重要的器械中,则可容许出现规定的小面积未粘合状况。
由于声学成像没有损害,因此可以保持部件完整以便进行其它分析。此部件也可进行物理切片,以进一步查看粘合和未粘合界面。声学图像可显示部件的切片部位。
管内粘合棒
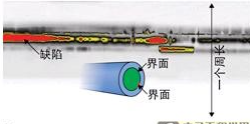
图3中经声学成像的器械是一根超声焊接在较大聚合物管中的聚合物棒。此时的目标深度是两种聚合物间的焊接界面。
可利用传感器扫描一次圆柱形样品长度,然后将圆柱体旋转几分之一度再次扫描,对样品进行成像。(想象将圆柱体平举于双眼前方,然后缓缓旋转。)这种成像过程称为旋转成像,通常样品旋转稍过360°,确保完全覆盖。在两部件焊接的目标深度进行回声选通。
图3中的长箭头显示了焊接面的整个圆周。圆周大部分呈浅灰色,表示焊接均匀。但有一块水平区域呈红色,表示反射振幅最高,意味着这里存在着间隙。黄色表示间隙的边缘,黑色至深灰色区域表示微小的间隙或未形成间隙的不规则焊接。图3的插图显示了管、棒和瑕疵的横断面视图。
这幅声学图像向工程师说明了什么?它说明超声焊接可能存在某些类型的工艺缺陷,会对部分圆周造成影响。或者说明管或棒上存在特定类型的纵向材料缺陷。
其它应用领域
上述两个例子是声学显微成像的典型医疗仪器应用,工程师希望寻找不同材料的粘合部位是否完整。医疗器械的多样性意味着该技术还可应用于其它非典型领域。例如:粘合至塑料板的聚合物薄膜中形成通道。工程师对此类样品进行声学成像,以达到两个目的。首先,他们希望确认薄膜和基材界面不存在声学上较明显的未粘合区域。理想的情形是,该界面呈均匀的灰色。其次,他们希望以声学方法确认通道呈开放状态且未在粘合过程中被填充。良好的通道属于间隙,因此十分明亮且具有特定的宽度。
在某些情况下,声学成像并非用于解决粘合相关问题,而是检查材料的结构。塑料中通常填充颗粒来增加强度。声学图像可以显示颗粒的大小和分布。不规则的颗粒分布可能改变材料的强度或其它特性。
从成像器械内传回的回声必须在特定的时间窗内接收。例如,传感器可能仅使用在发出脉冲后的x至y微秒间到达的回声,只有这些回声来自目标深度。较早或较晚的回声源于目标界面的上方或下方。如果器械在不同的深度具有多个材料界面,或者正在检查散装材料的异常(如裂缝或孔隙),则需要每次采用不同的时间窗对样品进行多次成像。
责任编辑:gt
-
2017中国国际医疗器械博览会暨北京秋季医疗器械展2017-03-06 0
-
医疗器械行业展会医疗耗材展会2018上海国际医疗器械展2017-12-22 0
-
2018深圳医疗器械展览会2018-09-09 0
-
中国医疗器械较之国外的不足与优势2018-11-22 0
-
2019深圳国际医疗器械展览会-国内大型医疗器械展会2019-07-19 0
-
什么是手术医疗器械回流方案?2019-09-19 0
-
2020上海医疗器械展览会、2020年上海医疗器械展会2019-11-07 0
-
国际医疗器械展、2020上海国际医疗器械展览会2019-11-08 0
-
医疗器械领域对超声波电机有哪些要求?2020-10-30 0
-
医疗器械超声波电机的应用2021-06-22 0
-
近期医疗器械展会-2022深圳国际医疗器械展览会2022-08-10 0
-
医疗器械超声波电机的应用及基本要求2021-06-23 978
-
超声波马达在医疗器械上的应用综述2021-07-09 841
-
示波器电流探头在医疗器械特性分析中的应用2022-05-19 4209
-
医疗器械检测设备意义是什么2023-01-09 2766
全部0条评论

快来发表一下你的评论吧 !
