

回流焊炉四大温区的炉温设定
今日头条
描述
在PCBA加工过程中,回流焊是重要的加工环节,拥有较高的工艺难度,它是一种群焊过程,通过整体加热一次性焊接完成PCB线路板上面所有的电子元器件,这个过程需要有经验的作业人员控制回流焊的炉温曲线,保证焊接质量,保证最终成品的质量和可靠性。那么,接下来由给大家介绍回流焊炉有几个温区及炉温设定技巧。
回流焊炉有几个温区及炉温设定技巧
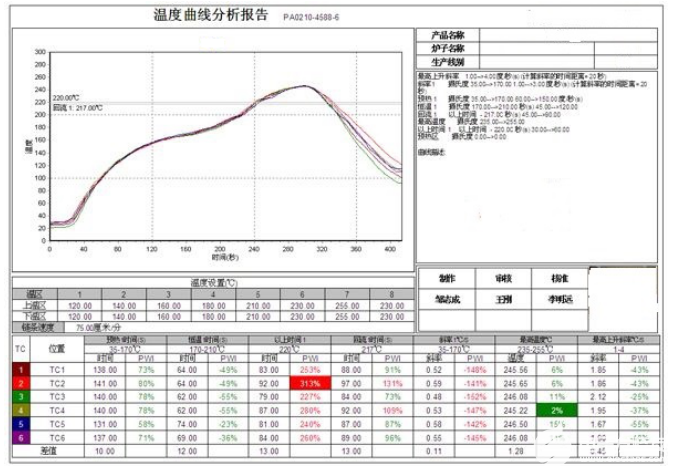
回流焊炉有4个区,分为预热区、恒温区、融锡区和冷却区,大部分焊锡膏都可以在这几个温区进行作业,为了加深对理想的温度曲线的认识,现将各区的温度、停留时 间以及焊锡膏在各区的变化情况,介绍如下:
预热区:目的是为了加热PCB板,达到预热效果,使其可以与锡膏融合。但是这时候要控制升温速率,控制在适合的范围内,以免产生热冲击,造成电路板和元器件受损。预热区的升温斜率应小于3℃/sec,设定温度应在室温~130℃。其停留时间计算如下:设环境温度为25℃,若升温速率按3℃/sec计算则(150-25)/3即为42s,若升温速率按1.5℃/s,计算则(150-25)/ 1.5即为85s。通常根据元件大小差异程度调整时间以调控升温速率在2℃/s以下为最佳。
恒温区:主要目的是使PCB电路板上面的元件的温度趋于稳定,尽量减少温差。我们希望在这个区域可以实现大小元器件的温度尽量平衡,并保证焊膏中的助焊剂得到充分的挥发。值得注意的是,在这个区间,电路板上面的元件应该具有相同的的温度,保证其进入到回流段时不会出现焊接不良等现象。恒温区的设定温度为130℃~160℃,恒温时间为60~120s。
回流区:这一区间的温度是最高的,使组件的温度上升至峰值温度。在回流焊其焊接峰值温度视所用锡膏的同而不同,一般我们建议使用为焊膏温度的熔点温度加20~40 ℃。峰值温度为210℃~230℃,时间不要过长,以防对PCB板造成不良影响。回流区的升温速率控制在2.5-3℃/ s,一般应在25s-30s内达到峰值温度。在这里有一个技巧就是其熔锡温度为183℃以上,熔锡时间可以分为两个,一个是183℃以上的60~90s,另一个是200℃以上的20~60s,尖峰值温度为210℃~230℃。
冷却区:这区间焊膏中的铅锡粉末已经熔化并充分润湿被连接表面,应该有尽可能快的速度来进行冷却,这样有助于得到明亮的焊点并有好的外形,也不会产生毛糙的焊点。冷却段降温速率一般为3~4℃/s冷却至75℃即可,降温斜率小于4℃/s。
当然,在大生产中,每个产品的实际工作曲线,应根据SMA大小、元件的多少及品种反复调节才能获得,从时间上看,整个回流时间为175sec-295sec即3分钟-5分钟左右,(不包括进入第一温区前的时间)。
-
掌握焊接技巧:八温区回流焊炉温度曲线精要分析2023-05-08 5486
-
热风回流焊加热区结构详解2021-05-28 2620
-
新买的回流焊炉其温度我们应该如何设定2021-04-20 4093
-
关于八温区回流焊炉的温度曲线的详细讲解2021-03-06 10302
-
SMT回流焊四大温区作用的详细讲解2021-02-23 10056
-
回流焊炉温度曲线怎么看,它使用时的注意事项有哪些2021-01-14 6549
-
关于SMT回流焊四大温区功能的简单分析2020-11-10 3712
-
无铅锡膏SMT回流焊的四大温区温度的设定标准2020-06-03 31512
-
回流焊有几个温区,温度是多少2020-04-17 36390
-
回流焊原理2018-12-12 22760
-
SMT回流焊焊接的四大温区介绍及其作用分析2017-09-22 2250
-
回流焊设备四大温区作用详解2017-07-12 12191
-
回流焊ECD炉温测试仪2013-03-19 4574
-
贴片知识课堂六,回流焊炉温曲线2012-10-29 3599
全部0条评论

快来发表一下你的评论吧 !
