

回流焊设备加热系统结构详解
今日头条
描述
无论那种回流焊设备加热系统,都要气流对流效率高,包括速度、流量、流动性和渗透能力,气流应有好的覆盖面,气流过大、过小都不好。加热系统设计热风回流焊设备至少3个独立控温的加热区段[预热区(preheat)、回流焊接区(reflow)、冷却区(cooling)],加热区段,即加热温区的乡少与加热长度有直接关系,加热系统结构。
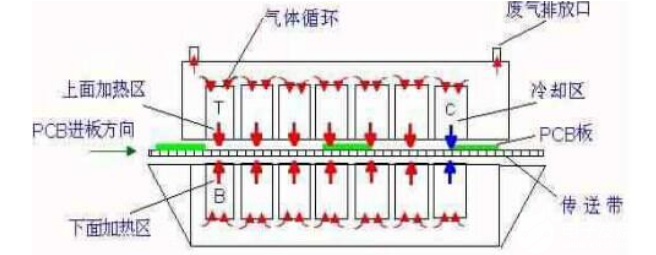
回流焊炉加热系统主要由热风电动机、加热管或加热板、热电偶、固态继电器、温度控制装置等部分组成。回流焊炉炉膛被划分为IC61LV12816-8T若干独立控温的温区,每个温区内装有加热管,均采用强制独立循环、独立控制、上下加热方式,使炉腔温度能准确、均匀,且热容量大、升温迅速(从室温升到工作温度最多20min),热风电动机带动风轮转动,形成的热风通过特殊结构的风道,经整流板吹出,使热气均匀分布在温区内。
现代回流焊炉的最高温度可达350℃,基本可以适应无铅工艺的要求。加热方式采用热风强制冲击对流循环,各加热区采用独立结构的上、下加热器,可用程序分别设定温度和静压,并采用先进的PID运算方法闭环控制,可连续控制加热电动机的转速,控温精度很高(±0.5℃)。采用边对边气体循环,避免各区温度和气氛干扰,优良的区与区之间温差性能。
加热器由三相电机、开放式加热丝、控温热电偶、过热保护热电偶及气体分配系统组成,系统温度响应非常快,温度均匀、重现性好。采用开放式加热元器件(电阻丝)加热,,强制对流、3600环绕排列,具有表面积大、热容量小的特点,响应速度最快,热效卒高,因此温度恒定、均匀。加热电动机和加热元器件终身保修。
温度控制精度是由设备温控系统决定的,传统的温度控制器是利用热电偶线在温度变气机械,其控制温度多在0~400qC之间,所以,传统的温度控制器进行温度控制期间,当被加热器件温度升高至设定温度时,温度控制器会发出信号停止加热,新的技术是采用PID温度控制技术。
PID控制温度控制器原理采用PID模糊控制技术,运用先进的数码技术通过Pvar、Ivar、Dvar(比例、积分、微分)3个方面的结合调整形成一个模糊控制来解决惯性温度误差问题。在很多情况下,由于传统的温度控制器温控方式存在较大的惯性温度误差,往往在要求精确的温控时,很多人会放弃自动控制而采用调压器来代替温度控制器。
当然,在电压稳定、工作的速度不变、外界气温不变和空气流动速度不变的情况下,这样做是完全可以的,但是以上环境因素往往是不断改变的。此外,用调压器来代替温度控制器时,必须在很大程度上靠人力调节,随着工作环境的变化而用人手调好所需温度的度数,然后靠相对稳定的电压来通电加热,勉强运作,但这绝不是自动控温,当需要控温的关键点很多时,就会手忙脚乱,这样,调压器就派不上用场,因为靠人手不能同时调节那么多需要温控的关键点,只有采用PID模糊控制技术才能解决这个问题,使操作得心应手、运行畅顺。
责任编辑:tzh
-
回流焊的种类及选型指南2026-06-26 408
-
回流焊流程详解 回流焊常见故障及解决方法2025-02-01 5220
-
一文详解pcb回流焊温度选择与调整2023-12-29 3670
-
回流焊具体是怎样的呢?回流焊的原理是什么?2023-04-13 2119
-
回流焊工艺加热焊接流程与加热方式2022-06-12 5661
-
热风回流焊加热区结构详解2021-05-28 2685
-
热风回流焊的结构是怎样的,它的原理以及特点的介绍2021-01-07 6653
-
回流焊的加热方法_热风回流焊的加热方式2020-04-14 8475
-
热风回流焊结构_热风回流焊原理2019-10-01 6657
-
回流焊的种类2018-12-12 15708
-
回流焊设备四大温区作用详解2017-07-12 12217
-
回流焊 VS波峰焊2015-01-27 6949
全部0条评论

快来发表一下你的评论吧 !
