

无铅装配中MSL等级对PBGA封装体翘曲的影响有哪些?
封装
描述
无铅装配中MSL等级对PBGA封装体翘曲的影响有哪些?
摘要:
本文介绍了一系列球间距为1.0毫米的塑封BGA(以下简称PBGA)在线路板上的焊接试验,经X-RAY和C-SAM检测,有短路,分层等焊接缺陷产生。试验中通过对热屏蔽模量的测量,评估PBGA封装体的翘曲以及MSL等级与PBA装配结果之间的关系,试验结果证明:PBGA器件封装体的翘曲和无铅回流温度的升高是导致焊接缺陷增多的根本原因。随着PBGA器件尺寸不断增大,硅节点尺寸的减小,封装体本身的翘曲也在逐渐增大,大的PBGA封装体(大于35毫米)在IPC/JEDEC 标准中被明确指出,湿度/温度在MSL-3/260℃情况下,回流过程会引起PBGA器件封装体的更加严重的翘曲,从而导致回流后PBGA周边焊球桥接,造成短路。传统的锡/铅焊接工艺中PBGA封装体的翘曲以及MSL等级与焊接结果是相匹配的,而在无铅焊接过程中,回流温度要升高,以前标准中与之匹配的翘曲度及MSL等级与无铅装配结果不再相符,本试验目的就是通过对不同封装尺寸,不同湿度等级的PBGA组装焊接试验,找出适合无铅温度的PBGA封装体翘曲与MSL等级加入到IPC标准中,通过热屏蔽模量的测量结果分析,指导球间距为1.0毫米,不同封装尺寸,不同硅节点尺寸的PBGA的无铅装配。
IPC/JEDEC J-STD-020C 对器件封装体湿度等级分类制定了标准,并明确指出:器件生产厂商必须注明器件的封装类型以及满足生产的湿度等级/温度(回流焊接过程中峰值温度)。该标准中器件湿度等级是建立在电气测试结果以及在指定的湿度等级和回流峰值温度范围内C-SAM破裂/分层检测基础上的。J-STD-020C存在一个潜在问题:那就是遗漏了一个要求,即评估器件本身高温封装时器件基体的翘曲及湿度与PBA装配过程中高温回流的匹配关系。了解高温封装器件本身的翘曲,可以更好的执行含有PBGA的线路板组装。现在J-STD-020C中的测试数据没有描述高温封装器件在无铅组装中翘曲度与湿度的匹配关系,现有标准中只是说明室温下标准封装的元器件翘曲与MSL等级的匹配关系。本文是用多焊球的PBGA试验的,因为该器件在高温封装过程中已发生过器件基体本身的翘曲,而在LEAD-FREE回流过程中又要承受一次高温冲击,器件基体的变形易引起焊接短路.断路.分层等焊接缺陷。热屏蔽模量测试方法可以测量PBGA超出翘曲度时,湿度级别对SMT组装的影响,测量是从室温到LEAD-FREE回流峰值温度260℃进行的,下图是一典型的PBGA热屏蔽模量与翘曲度的关系图:

由于器件材料与PCB热膨胀系数不同,线路板在回流焊接过程中由于回流峰值温度高,PBGA器件基体因焊料表面张力的作用翘曲变得更严重,同种测试方法,器件的湿度越大,回流后器件翘曲度亦越大,以上两种因素都可直接导致焊接缺陷的增多,图二为翘曲器件经回流焊接的实验结果:

将室温下翘曲器件(图2.a)贴装在PCB上回流焊接,随着焊接温度的逐渐升高,PBGA封装体变软,伴随着焊料和BGA焊球的熔融,焊料表面张力增大,拉动器件封装体周边下榻,焊球间焊料相连形成短路(图2.b),在这一过程中,回流焊峰值温度越高,器件封装体变形越厉害,形成短路的可能性越大;待PBGA进入降温阶段,封装体逐渐变硬开始反弹,而由于表面张力的作用,相连在一起的焊料球不能完全分离,焊料固化后形成(图2.c)所示的短路焊点,多次试验证明PBGA焊球发生短路的几率与焊接峰值温度有关,高于熔点的温度越高,产生短路的可能性越大,而同样的翘曲度,器件湿度越大,产生短路的可能性也越大。
上述试验证明:当PBGA用于无铅焊接工艺时,因回流焊接温度升高导致短路几率会越大,所以PBGA器件生产厂商一定要保证PBGA封装基体的平整性,减少翘曲,把湿度降到最小,同时采用良好的包装材料,确保PBGA与空气隔绝,使用时严格按照标准操作,减少器件暴露于空气中的时间。
试验目的:
一 确定封装尺寸与节点尺寸如何匹配,器件高温封装及回流时基体翘曲最小。
二 判定无铅焊接工艺中器件封装体湿度等级与翘曲对SMT装配的影响程度,重新确定IPC J-STD 020C中与焊接温度相匹配的MSL等级,消除SMT装配中湿度,峰值温度与焊接缺陷的不匹配性。
此次研究选用了九种不同封装尺寸/湿度级别的PBGA(见表一),封装尺寸23X23mm--37.5X37.5 mm,球间距1.0 mm,节点尺寸5X5 mm11X11 mm,器件封装基体为四层金属层,BT厚度为0.560.61 mm,PBGA封装图如下图三:试验工艺流程(如图四):



1) 对器件进行预处理:首先在 125℃温度下烘烤72H(除湿),然后在 30℃/60% 环境下放置 192H (执行IPC/JEDEC J-STD-020C MSL-3)
2 )将器件贴装到2.26毫米厚,高TG, FR4材料,焊盘直径0.5毫米的裸焊盘的八层线路板上。
PCB类型为浸金和浸银两种
焊膏使用的是TYPE 3分别为SN-PB和PB-FREE两种 免清洗焊膏
模板开口为0.432毫米正方形和φ0.076毫米圆形
3)回流焊接:回流炉为强制热风回流炉,用热电偶测温仪监控器件表面温度,回流峰值温度设定在240--260℃
4)检测:使用X-RAY观察焊球是否短路
使用超声显微镜(C-SAM)观察内部是否分层,断裂,测试中通过对热屏蔽模量的分析,统计PBGA器件在回流过程中的翘曲变化。屏蔽模量的测试属于非接触式测试,可测出焊点表面因温度变化而改变的具体情况,3-D模量测试结果如图五所示:

最大,最小的翘曲变化在图中明显不同,(+)号表示凸起(封装体四周下榻);(-)号表示凹下(封装体四周上扬),热屏蔽模量测试是专项测试,即:只将PBGA组装到PCB上,而不是整板装配的测试,试验分两部分:1)装配烘干后的PBGA器件
2)装配烘干后并按MSL级别处理过的器件
测试中使用的PBGA器件焊球与封装体相连处的焊接并未做过测试,可能有焊接缺陷存在。
测试结果与结论:
一 试验#1:评估传统的MSL等级标准:试验A和试验B
试验A中所用PBGA,按照J-STD-020C 中MSL等级标准,对PBGA进行MSL-3等级湿度处理,然后采用无铅焊料及无铅焊接工艺将PBGA贴装到PCB的指定位置,回流峰值温度设定为260℃。

试验B中所用PBGA,节点由硅材料构成,节点大小不同于试验A节点大小,按照J-STD-020C 中MSL等级标准,对PBGA进行MSL-3等级湿度处理,然后所有材料均采用无铅焊料及无铅焊接工艺将PBGA贴装到PCB板上不同于试验A的位置,回流峰值温度设定为240℃和250℃。测试结果见表三:
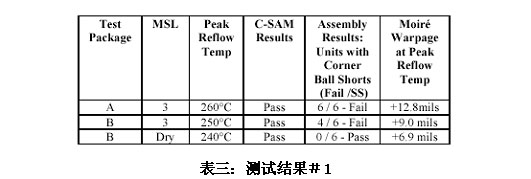
C-SAM及X-RAY 分析试验A的结果,如图六:试验A中所用PBGA按照J-STD-020C标准,在MSL-3/260℃条件下,通过C-SAM测试,但在X-RAY测试中焊点短路现象非常严重。

试验B中所用PBGA,按照J-STD-020C 中MSL等级标准,对PBGA进行MSL-3等级湿度处理,然后采用无铅焊料及无铅焊接工艺将PBGA贴装到PCB的指定位置,回流峰值温度设定为250℃,能通过C-SAM测试,但在X-RAY测试中焊点短路现象仍然存在;如果对PBGA器件进行烘干处理后马上进行装配,在回流峰值温度设定在240℃时,即可通过C-SAM超声测试也能通过X-RAY短路测试。

该试验结果与图二的说明比较,得知器件温度翘曲模量的变化与湿度级别及回流峰值温度相关,通常湿度越大,回流峰值温度越高,器件温度翘曲模量越大。

结论:元器件湿度越大→器件温度翘曲变化严重→板极焊接缺陷增加,因此,J-STD-020 MSL湿度级别分类标准中,应加入回流峰值与之匹配的湿度级别对板极组装产生的影响,让SMT厂家成功实现PBGA的无铅焊接。

二 试验#2 :节点尺寸的影响:
表一中的CF是用于研究硅节点尺寸在PB-FREE焊接过程中的性能表现,在C-F的试验中,封装体尺寸均为37.5X37.5MM,节点尺寸为5X511X11MM,其中C无节点,温度翘曲模量测试是在MSL-3及烘干条件下进行的,回流温度在25℃--260℃进行,温度翘曲模量测试结果如表四,PBA组装结果如表五,

图七是四种不同节点的PBGA在不同温度下翘曲模量,图八是不同节点的PBGA在相同温度下的翘曲模量。图九中,元器件尺寸为37.5X37.5MM,节点尺寸为8X8MM(E),增大湿度,升高回流峰值温度,其结果是湿度翘曲模量增大,焊接缺陷增多,焊接回流温度是在SN-PB 220℃,PB-FREE 260℃条件下进行,焊接结果用3X放大镜目检。C-F PBGA试验结果证明:同样封装尺寸的PBGA,随着节点尺寸的变化,在无铅焊接过程中,产生截然不同的结果,X-RAY分析,节点为11X11MM的PBGA在峰值温度为260℃的无铅工艺情况下,焊接结果最为理想。C-F试验中,其它节点尺寸均以PBGA焊球短路而告焊接失败(包括无节点PBGA),而C-SAM则显示按J-STD-020C MSL标准,在干燥/ 260℃条件下,C-F均能通过C-SAM试验,上述试验结论为以后修正湿度/温度,翘曲度与成功无铅焊接,湿度级别分类标准提供了强大的实际应用支持。

三 试验#3 :封装体尺寸的影响:
表一中,H.I则是对不同封装尺寸的PBGA执行无铅焊接时的试验,试验中,节点尺寸均为5X5MM,封装体尺寸为23X23MM37.5X37.5MM,翘曲模量是按MSL-3和烘干两种条件下,从25℃--260℃温度范围内进行的,温度翘曲模量测试结果如表六,PBA组装结果如表七,

图十翘曲模量显示,随着PBGA封装尺寸的增大,器件翘曲度的变化量也随之增大,封装尺寸为35MM的PBGA其翘曲度的变化量是尺寸为27MMPBGA翘曲度变化量的2倍。湿度与回流峰值温度对翘曲度的影响可参考试验#2的结论,封装尺寸与翘曲量的试验结果见图十一,分别是SN-PB 220℃,PB-FREE 260℃,条件下进行SMT装配。PBA装配结果表明:35MM,37.5MM两种封装尺寸的PBGA(I D)无铅工艺,见表七,当封装尺寸小于等于27MM时SMT装配过程中,未出现短路现象,C-SAM分析小于等于27MM的PBGA封装,(MSL-3,干燥)/260℃环境下,均符合J-STD-020C标准,试验板G H,满足J-STD-020C,C-SAM标准,小封装PBGA,适合无铅焊接工艺,I D,则要修正J-STD-020C C-SAM标准,要满足大封装PBGA的无铅焊接工艺要求(上述试验中,BGA球间距为1.0MM,球间距毫无质疑对焊接有直接影响,翘曲对小焊球间距影响更大,从而对焊接结果影响也更大)。

四:翘曲模量/PBA装配之间的关系:
通过对球间距1.0MM,封装体尺寸37.5X37.5MM 的不同材料的PBGA,在不同的MSL等级/回流峰值温度情况下的试验,总结出翘曲模量的极限数据是8MILS,翘曲度大于8MILS,PBGA器件四周焊球短路,当翘曲度小于8MILS,不会出现短路现象。

试验结果表明,封装体的翘曲度直接影响PBGA在PCB上装配时,PBGA四周焊球短路的发生率,尤其对于1.0MM间距的PBGA,因此装配前通过热屏蔽模量的测试数据评估PBGA在PB-FREE SMT装配中的匹配性是非常重要的。

结论:
PBGA因封装体翘曲,导致PBGA内部湿度增大,PBGA在SMT无铅焊接过程中,回流温度较高,则会导致BGA焊球短路,造成焊接缺陷,另外,PBGA封装体的翘曲与封装体尺寸,硅节点尺寸相关,见效封装体尺寸,增大硅节点尺寸,可以减小PBGA封装体的翘曲度,大的PBGA封装体(大于35MM,1.0MM球间距)可以通过传统的湿度/回流峰值级别分类测试,当由于封装体翘曲度较大,会引起PBGA四周焊球短路,从而导致PBA失败,而封装尺寸小于27MM的1.0MM间距的PBGA,因封装翘曲较小,可以顺利通过PBA装配而不会出现焊球短路现象。我们的试验显示,传统的IPC/JEDEC湿度/回流峰值温度分类标准应该通过改进(修正),说明PBGA封装对PBA装配产生的影响,提高PBGA在无铅SMT装配中的实用性。
感谢
研发工作中得到位于新加坡Agere Systems团队的支持,致以非常的感谢;同时向 Budi Njoman, Simon Chua, and Sam Kitiplanunt致以特别的感谢。
参考文献
1. IPC/JEDEC Joint Industry Standard, J-STD-020C, “Moisture/Reflow Sensitivity Classification for Plastic Integrated Circuit Surface Mount Devices”, July 2004.
2. R.L. Shook, J.J Gilbert, E. Thomas, B.T. Vaccaro, A. Dairo, C. Horvath, G.J. Libricz, D. L. Crouthamel, and D.L. Gerlach, “Impact of Ingressed Moisture and High Temperature Warpage Behavior on the Robust
Assembly Capability for Large Body PBGAs”, Proceedings of Electronic Components and Technology Conference, 2003, pp. 1823-1828.
3. V. Mahadev, C.Y. Ng and B. Euzent, “Challenges in Manufacturing Reliable Lead Free Components”,
IPC/JEDEC Fourth Internatiional Conf. On Lead Free Electronic Assemblies and Components, Frankfurt
Germany, Oct 2003, pp. 166-179.
4. Tiao Zhou, Claudio M. Villa, Tong Yan Tee, and Haibin Du, “SMT Process Robustness and Board Level
Solder Joint Reliability of C2BGA”, Proceedings of Electronic Components and Technology Conference,
2003, pp. 1869-1874.
5. Y.Y. Wang, P. Hassell, “Measurement of Thermally Induced Warpage of BGA Packages/Substrates using Phase-Stepping Shadow Moiré”, Proceedings of the 1997 1st Electronic Packaging Technology Conference, Singapore, 1997, pp. 283-289.
6. E.H. Wong, K.C. Chan, T.Y. Lee, and R. Rajoo, “Comprehensive Treatment of Moisture Induced
Failure in IC Packaging”, 3rd IEMT/IMC Symp., 1999.
-
从PCB移除PBGA封装2018-10-10 2808
-
PBGA封装的建议返修程序2018-11-28 2508
-
线路板装配中的无铅工艺应用原则2006-04-16 915
-
什么是PoP层叠封装? 基板薄化对翘曲有什么影响?2018-08-14 17744
-
有铅无铅BGA混合装配实验分析2020-10-26 6508
-
如何控制先进封装中的翘曲现象2024-08-06 4478
-
深入剖析:封装工艺对硅片翘曲的复杂影响2024-11-26 3222
全部0条评论

快来发表一下你的评论吧 !
