

大功率白光死灯不良分析报告分析
今日头条
描述
A. 基本资料:2. 反馈不良样品数量:114pcs 。3. 客户名称
B. 异常内容:测试VF和IR正常88pcs,可正常点亮。取其中5pcs正常品、和1pcs去掉透镜,再使用350mA常温条件老化48小时,均未出现死灯不良现象,各项参数正常。2.开路死灯26pcs附:焊线过程线弧各位置的定义如下图:
图1:焊线不良图
A点:晶片电极与金球结合处;
B点:金球与金线结合处即球颈处;
2. 从断点死灯的情况来看,造成断线的一般原因有:
2.1. 针对C点断线:2.1.2、瓷嘴污染、磨损造成金线内伤断线、人工修线弧造成金线刮伤;情形与2.1.1.相似。如下图2示意图。2.1.3、外力过大/胶水内应力拉扯断线;针对外力过大拉断金线,后面3.2做详细分析。
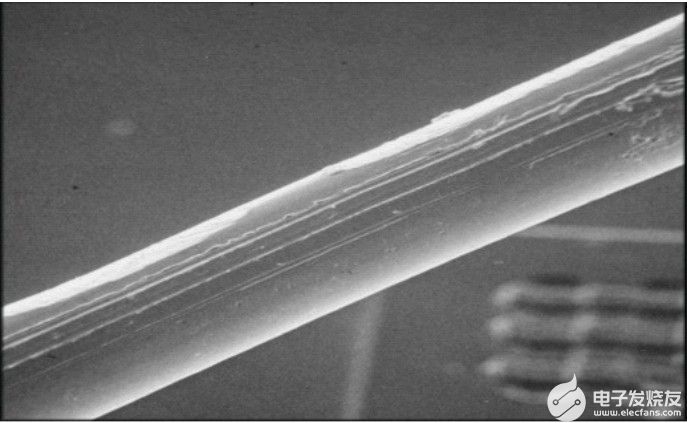
受损金线图(扫描电镜SEM)
图2:受损金线图,这部分主要是瓷嘴质量问题,使用超过寿命所致;瓷嘴寿命不能以固定“实际打线产量”为准,而是结合焊线效果决定;当不足产量要求时,若已经造成焊线效果不合格(结合高倍率显微镜检验),也应立即更换;另外,人工返工塌线修线不当亦可造成金线刮伤。上图为金线刮痕:(扫描电镜)
2.2.2、瓷嘴尺寸与金线匹配不当;瓷嘴内径过小会刮花金线;内径过大则会使金线在焊线过程中滑动不定、滑球等不良,也降低抗拉力程度。2.2.3、外力(胶水内应力)过大拉扯断线;3. 从此次分析的不良样品看,从断线的C点位置来看,均出现在透镜“压弯折”处;如下图:

图5 灯珠全貌图
如图5所示:正常情况下线弧形成的弧形是平滑的曲线;而实际成品的线弧被透镜压了一个弯折处如图5所示,该弯折出弯折的角度接近90°的弯折角。
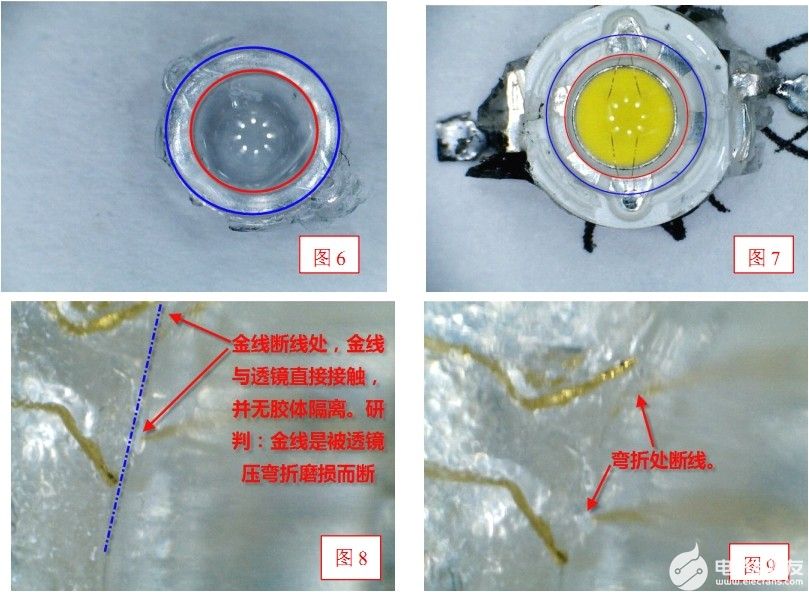
此弯折过程一定对D点处的焊线有一定的拉扯力。而对B点处的位置,由于线弧还有一定的长度,可以缓冲这部分的拉力。3.1、如图6透镜的“红色内圈和蓝色外圈”,与图7“支架的红色内圈和蓝色外圈”相对应,从图7明显看出,透镜的内边缘直接压金线折成约90°弯折角度。
灯珠观察
3.2、抽6pcs死灯的样品分析,有4pcs均是从“金线弯折处”断线;此断线原理,一般是弯折过程透镜边缘过于“锋利”,加之压弯之外力较大,造成金线破损,在后续灯珠“工作过程”胶体的不定向内应力作用最后摧断金线。另外一种情况,由于金线断线后,仍是接触得很近,低温时保持接触,仍可以点亮,但是随着工作温度的升高,胶体内应力变大金线稍微受力脱离接触点,即会出现开路死灯,或是“时亮时不亮”的异常。
3.3 、从6pcs 死灯样品分析有2pcs 均是从“D点处”断线(就是焊线与焊巴的结合处断线);此处断线原因在2.2.1做过分析,这里重点分析外力造成断线,从3.2分析可知,二焊的D点受力,以及制程的拉力测试均通过,均可以说明二焊焊线参数不当或瓷嘴不良造成二焊D 点受力不足的可能性次之,反而“盖透镜”时透镜压弯拉扯金线造成的损伤可能性要居首位。4. 综上所述:且所有分析的未死灯的良品中,拆下透镜,都可以发现,金线弯折处是直接接触透镜边缘,金线与透镜之间并未有胶体隔离,极易于使金线与透镜之间形成摩擦使金线破损断线;另从过去的异常“荧光粉处断线”来看,可以说明“外力致使金线断线”这一点。D. 预防对策:
2. 预防对策二:在“盖透镜制程”中,避免员工斜着盖透镜(即员工为了加快速度,定位时,先斜着扣压透镜的一边“耳朵”,然后再扣下整个透镜) ,这样具有定位作用的扣下的“第一耳朵”就有可能过压金线造成金线破损。盖透镜正确做法是对准后,把透镜直接垂直盖下去。3. 预防对策三:透镜压边确保到位,这样避免透镜后续的移动磨损金线而使金线受力不足断线;
ymf
-
大功率白光LED灯具的散热分析2009-10-19 3094
-
大功率白光LED的应用及其可靠性研究2011-08-19 3432
-
大功率白光LED寿命试验及失效分析2012-12-12 6774
-
大功率白光LED结构与特性2013-06-04 14260
-
大功率白光LED散热及封装2013-06-08 3228
-
大功率白光LED封装2013-06-10 3325
-
大功率发光二极管的寿命试验及其失效分析2008-10-27 838
-
大功率白光LED驱动器电路的设计2009-06-19 1122
-
如何DIY一个大功率白光LED驱动2009-12-25 2330
-
大功率白光LED封装技术大全2010-03-10 3299
-
大功率LED路灯应用现状分析2010-03-15 1540
-
大功率LED灯珠及LED点光源选择技巧2012-02-17 4034
-
大功率白光LED的可靠性研究及失效机理分析2017-02-07 900
-
大功率固态高功放功率合成失效分析2023-10-20 468
-
大功率环形电感在应用中出现不良的原因分析2023-11-13 546
全部0条评论

快来发表一下你的评论吧 !
