

塑料超声波压边技术
今日头条
1193人已加入
描述
和金属加工一样,塑料模制件也可以压边。通过超声波压边将塑料件连接到其他材料零件。超声波压边/折边/压型/型锻与超声铆接类似,只是外形比较大,不是铆钉形。
超声波压边原理如图一所示。超声波压边的基本原理是通过超声波振动熔化和塑料隆起部锁定另一个工件。在超声波压边过程中,应提前触发,以确保焊头与侧壁接触时的塑料熔化。一旦塑料熔化,向下力通过焊头中的凹口将塑料翻转到锁定工件上。在熔化部分冷却和凝固之前,需要保持大压力,以防止弹性记忆。配对工件一旦冷却就会被锁定。
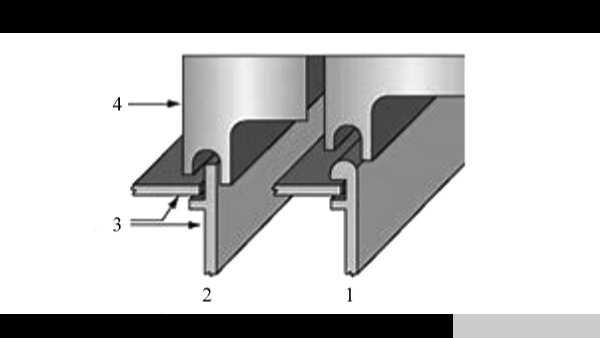 图一 超声波压边原理
图一 超声波压边原理
1 — 压边后 ; 2 — 压边前 ; 3 — 工件 ; 4 — 焊头
超声波压边运行机制超声波压边工具——焊头或成型模/压模。焊头表面决定了塑料熔化和流动的方式及最终压边的形状。焊头压力和超声波振动迫使熔化塑料流入焊头中的空腔。凝固后零件重新成形为所需的形状。超声波压边过程中应考虑遵循以下的一般指导原则:可控速度、大的初始启动压力开始冷成形塑料;超声波能量预先触发以便振动焊头接触材料时立即开始熔化塑料;采用大的保持压力有助于克服材料记忆。
超声波压边分为内压边(内壁整形)和外压边(外壁整形)两类(见图二、图三)。最常见的是外压边。
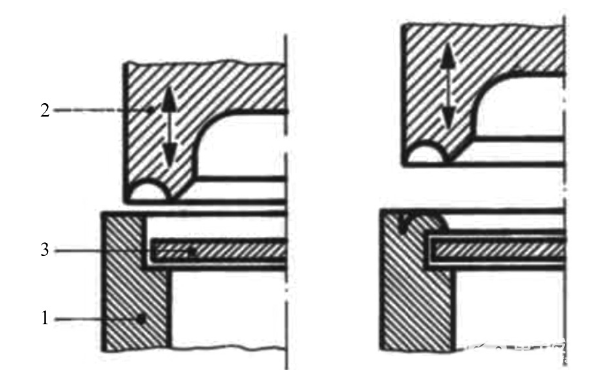 图二 内压边(金属板与塑料壳相连)
图二 内压边(金属板与塑料壳相连)
1 — 塑料壳 ; 2 — 超声波焊头 ; 3 — 待固定金属板
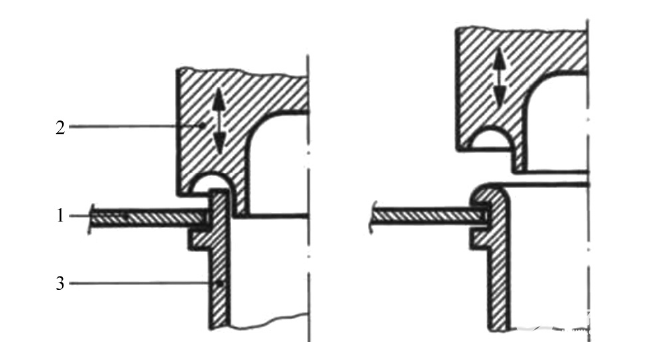
图三 外压边(塑料管与罐底相连)
1 — 金属底 ; 2 — 超声波焊头 ; 3 — 待连接管端
审核编辑人:鄢梦凡
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
- 相关推荐
- 热点推荐
- 超声波
-
超声波焊接原理和应用2018-07-23 4313
-
超声波塑料焊接与超声波金属焊接的不同点2018-07-25 3695
-
超声波塑料焊接的优点2018-09-07 4146
-
超声波塑料焊接效果受什么因素影响2018-09-11 2657
-
超声波液位计的作用及原理2020-11-09 3432
-
超声波金属焊接机与超声波塑料焊接机的区别是什么2021-01-13 4047
-
超声波塑料焊接的熔接面设计2021-07-20 2085
-
超声波塑料焊接的导熔与预热原理2021-07-29 2900
-
塑料外壳应用超声波焊接的优势是什么2021-08-04 1007
-
超声波焊接的原理及方法2021-08-09 10903
-
超声波塑料焊接的具体应用案例2021-09-03 1858
-
超声波塑料焊接机的注意事项2022-09-13 2189
-
塑料超声波焊接电源发生器2022-12-13 1350
-
简述超声波焊接原理及超声波技术应用2023-04-07 3591
-
超声波焊接技术原理2025-01-19 4633
全部0条评论

快来发表一下你的评论吧 !
