

创想智控焊缝跟踪系统解决方案之中厚板焊接--摆动焊接跟踪
今日头条
描述
中厚板结构件焊接是装备制造业的重要生产工序,中厚板涉及的行业主要包括:工程机械、建筑机械、煤炭机械、铁路机车、建筑机械、机床、风电、锅炉及压力容器、钢结构、造船和桥梁制造等大型结构件。
一般来说,钢板按厚度的不同可以分为薄板、中板和厚板,厚度≤4.5mm为薄板,4.5mm<厚度≤20mm的钢板为中板,20mm<厚度≤60mm的钢板为厚板,厚度>60mm的钢板为特厚板。
中厚板焊接施焊过程中,易产生热裂纹与冷裂纹。因此,在实际生产制造过程中,应对焊接过程进行控制,以防止焊接裂纹的产生。
目前,由于制造业的高速发展,市场对焊接构件的精度和速度提出了更高的要求,而一般工人由于受技术水平、疲劳程度等原因无法实现目前的焊接要求,另外焊接过程中产生的火花、飞溅、烟雾等都影响着工人的健康。
随着生产自动化和智能化技术的迅速发展,各种新技术在焊接领域得到了广泛应用,焊接自动跟踪系统已成为焊接自动控制研究领域中的一个重要内容.精确的焊缝跟踪可以快速实现焊缝的精确定位,是保证焊接质量的关键,是实现焊接过程自动化的重要研究方向.
在众多中厚板构造物的焊接工程中,以提高生产效率,实现稳定,均匀焊接为目的的自动化焊接已经得到广泛应用,因此精确的焊缝跟踪技术是保证焊接精准的重要因素,也是实现焊接自动化的重要手段。
在这一背景下,创想智控自主研发的激光焊缝跟踪系统可真正焊接实现自动化,将焊缝跟踪系统与自动化设备融合提出综合解决方案,可以有效提高焊接质量和焊接效率,同时降低焊接对于焊接工人的身体伤害。
中厚板焊接过程中实现精确的焊缝自动跟踪的难点在于采用什么样的传感器可靠?如何准确的提取到焊缝偏差信息?
生产制造业经过多年实践与总结,目前中厚板焊接中最需要关注的有以下几点:
智能寻位
沟槽寻位
电弧跟踪
多层焊接
摆动焊接
编程规范
目前创想智控针对上述要点提出了智能跟踪综合解决方案
智能寻位
在中厚板焊接中,对工件焊道焊缝进行寻位。
沟槽寻位
对沟槽进行寻位,获得位置及尺寸。
电弧跟踪
激光跟踪系统替代或者搭配使用。
多层焊接
寻焊缝位置,寻位路径进行多层多道偏移。
摆动焊接
寻焊缝位置,寻位路径进行摆动焊接偏移。
编程规范
不需要每条焊缝进行示教处理。
摆动焊
摆动焊是焊接时,焊缝热源在焊件上进行有规律的横向摆动的焊接操作。
在传统焊接中,一般是要将焊枪喷嘴与管壁坡口保持一定距离,用右手大拇指和食指抓焊枪,其余3指靠在管壁做支撑左右摆动或直接悬空进行运条。
在使用自动焊接设备焊接时, 焊接过程,为了获得优质美观的焊缝,焊枪与焊丝应作均匀协调的摆动,通过摆动使焊件金属熔透均匀,并避免焊缝金属过热或过烧。在焊接某些有色金属时,要不断的用焊丝搅动金属熔池,有利于熔池中各种氧化物及有害气体排出。
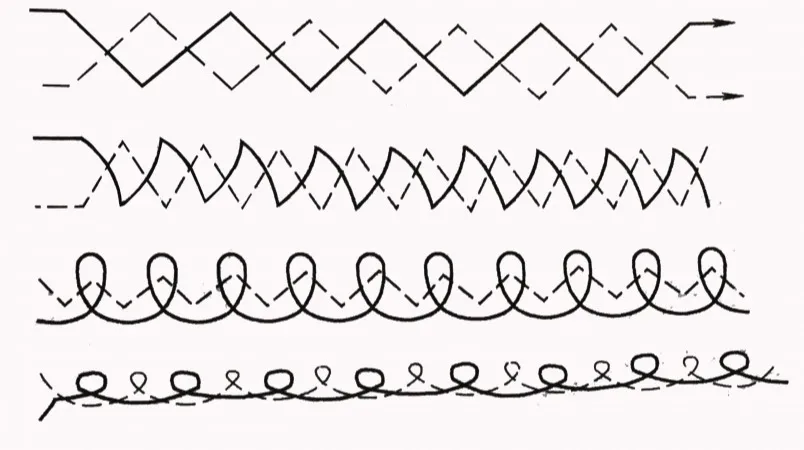
摆动焊接主要有两个动作,一是沿着焊接方向的移动二是垂直于焊缝的横向摆动。对于焊丝,除了与焊枪同样的两种动作外,由于焊丝的不断熔化,还必须有向熔池的推进动作,并且焊丝末端应均匀协调地上、下跳动。否则会造成焊缝高低不平、宽窄不匀的现象。
焊枪与焊丝的摆动方法和工件厚度、性质、空间位置及焊缝尺寸有关,常见的摆动方法如下图
由北京创想智控自主研发的、具有多项专利的激光焊缝跟踪系统通过复杂的程序算法完成焊缝的在线实时检测,非接触式跟踪,通过传感器测量焊缝偏移,引导并控制焊枪进行定位。具有焊缝成形美观,质量可靠,产品合格率高,劳动强度低和生产效率高等优点,大大提高企业的生产效率。

抗弧光、烟尘、飞溅、点焊和电磁干扰;
可高速、高精度识别焊缝进行实时跟踪;
专用软件稳定,性价比高;
能够适用所有焊接工艺,精度高,处理速度快,抗干扰性强。
可实现,精确控制焊枪焊接,大大减少焊工的劳动强度和人为因素的影响,保证焊缝质量和提高焊接效率。
该系统对中精度高、抗干扰能力强、成本低、实用性强,解决了人工对中调节不方便、经常出现跑偏等问题。通过对现有的焊接设备加装焊缝跟踪系统,实现焊接自动跟踪,有效解决了焊缝偏差带来的问题,在中厚板焊接中成功应用,获得较好的焊接效果。

审核编辑:符乾江
-
创想智控激光焊缝跟踪系统怎么样2023-03-03 1487
-
创想焊缝跟踪系统在机箱焊接的应用案例2023-07-07 1084
-
创想激光焊缝跟踪系统用于TIG焊接2023-07-31 943
-
创想焊缝跟踪系统适配安川焊接机器人的应用案例2023-11-08 1111
-
创想焊缝跟踪系统适配松下机器人实现智能焊接的应用案例2023-09-22 1394
-
创想焊缝跟踪系统适配埃夫特机器人的自动焊接应用案例2023-10-20 1389
-
创想激光焊缝跟踪器在川崎机器人智能焊接的应用方案2023-10-27 1859
-
创想焊缝跟踪系统适配大牛机器人进行智能寻位跟踪的应用案例2023-12-23 1573
-
创想焊缝跟踪系统在尔必地机器人自适应焊接中的应用案例2024-01-02 1599
-
创想焊缝跟踪系统适配藦卡机器人进行自动化焊接的应用2024-01-22 1450
-
创想激光焊缝跟踪系统适配钱江机器人在智能焊接领域的应用2024-02-01 1640
-
实现高效自动化焊接:创想焊缝跟踪系统适配专机2024-02-24 1903
-
创想智控焊缝跟踪传感器在欧式箱变底座拼接焊缝自动焊接的应用2024-07-06 1248
-
创想智控焊缝跟踪系统运用激光寻位在工程汽车高机底座焊接的应用2024-09-13 1195
-
创想智控激光焊缝跟踪系统智能引导焊接螺旋搅龙叶片的应用方案2025-02-05 944
全部0条评论

快来发表一下你的评论吧 !
