

光纤机械接续与熔接实验
测试测量实验
描述
实验 光纤机械接续与熔接
一 实验目的
1 了解光纤接续与熔接的过程
2 熟悉光纤接续与熔接的方法与仪器
二 实验原理与框图
不论是机械接续还是熔接的第一步都是末端预处理。包括剥离光缆的护套、缓冲管和涂敷层,直至暴露裸光纤。接下来进行光纤端面处理,以使光纤端面平整光滑并与中心轴线垂直。目前常采用可控制的折断法即划痕折断法,方法如下。首先在待折断的光纤上刻一道划痕,然后如图6.1 (a)所示进行操作,以使表面产生应力集中而折断,由此获得良好的端面。如果折痕不合适、应力控制不好,会使光纤中的裂纹分叉,成为若干条裂纹,叉形裂纹会在光纤端面上产生唇形或锯齿部分,见图6.1 (b)。
为了去除光纤末端表面上的外来微粒,必须用专门的方法和布料来清洁光纤。经过剥离、切割和清洁后的两根光纤便可以用来接合了。
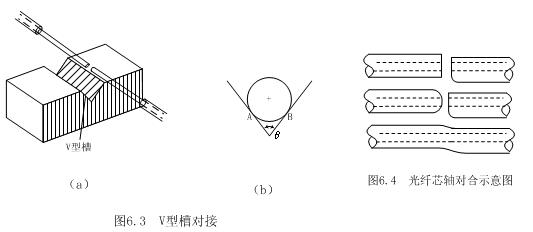
机械接续的种类很多,图6.2给出了常见的几种固定连接器的外形图。图6.2 (a)是依靠毛细管定位的固定连接器,图6.2 (b)、(c)和(d)所示固定连接器的关键部位是V型槽,它能保持发射光纤与接收光纤相互对准。V型槽可以用铅板作主要材料,用冲模冲出V型槽,也可以用单晶硅材料以化学腐蚀法刻蚀出V型槽。V型槽对准基于外固定位,在切点A、B处保持接触,如图6.3 (b)所示,角度θ的选择有一定的要求。如果发射光纤与接收光纤的包层圆与纤芯圆均处于理想状态,则切点A、B可以保证发射纤芯与接收纤芯对准而实现低衰耗连接。如果发射光纤与接收光纤外径不一致,即使在切点A、B保持接触,纤芯也不可能对准,因此必然引入损耗。适当选择θ值,可以把这类损耗降低,又考虑到V型槽加工条件,θ值一般选在60º左右。机械拼接通常用于快速维修且只需少量接合的场合。
纤芯对准是很关键的,要求有非常高的精度。多模光纤可以采用外径对合法,而单模光纤必须采用芯轴对合(见图6.4)。外径对合可以由普通的显微镜肉眼观察来确定,而芯轴对合则必须用功率法或折射率差透镜效果法来确定。
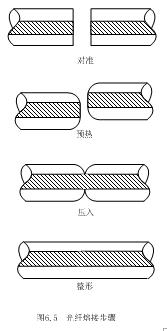
熔接的过程首先让发射光纤和接收光纤的间隙维持几十微米,然后进行预热,最后使间隙逐渐缩小而熔合在一起。图6.5表示安置光纤预热、压入和整形各个阶段示意图,最后是光纤接头的增强。 光纤之间的接续增强是不可缺少的环节。电弧熔接后光纤用玻璃毛细管或不锈钢管增强,也可以用热缩塑料管增强。具体的实验步骤,要视所拥有的熔接机类型而定。
-
如何减少光纤熔接时的接头损耗2014-12-23 6269
-
数据中心机房建设光纤熔接光纤测试方案2020-04-15 2555
-
光纤熔接时应该遵循的原则和焊接过程2020-12-11 3723
-
带状光纤熔接的程序及注意事项2021-01-29 4853
-
光纤网络工程的光纤熔接2011-11-23 920
-
光纤熔接技术与光纤熔接机的原理介绍2017-10-13 1965
-
光纤熔接机光纤接续的步骤及异常情况的处理方法2017-10-20 1711
-
光纤熔接机主要由什么组成2018-12-16 12456
-
光纤熔接的优缺点及步骤2022-05-02 8965
-
布线说:光纤熔接技术步骤明细2023-03-17 4710
-
光纤熔接与测试2023-04-13 2667
-
如何进行高质量的光纤熔接涂覆接续工艺2023-05-04 517
-
光纤熔接与测试-科兰2023-05-12 1664
-
机械式光纤接续和热熔接的选用原则有哪些?2023-07-31 1718
-
什么是光纤接续损耗2025-09-08 1965
全部0条评论

快来发表一下你的评论吧 !
