

机器视觉的发展前景如何,工业方面的视觉检测怎么样
今日头条
描述
之前一直写过几篇高速相机的稿子,但是最近,我觉得应该讲一下高速相机和机器视觉检测之间的微妙关系了。
先说一下机器视觉:
机器视觉是人工智能正在快速发展的一个分支。简单说来,机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是通过机器视觉产品(即图像摄取装置,分CMOS和CCD两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,得到被摄目标的形态信息,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
机器视觉为生产商提供了一种高效检测过程,可降低产品所造成的代价巨大的召回风险,避免品牌声誉的损害。 该系统利用六个视觉传感器生成具有极小变形的完整标签表面的图像,来确认字母数字标签信息以及打印一维码与二维码的外观、完整性与可读性。
机器视觉有什么好处呢?
最大程度减少返工情况。有的生产线不止生产一种产品,生产线上经常会看到多种产品,而执行产品切换非常容易出错。 使用机器视觉检测系统可以快速识别不正确的标签,并提醒操作人员注意该错误。 因此,能够减少由于标签错误导致的产品返工,解放操作人员的更多精力。
减少因包印刷等问题造成的召回情况。虽然说产品召回有时无法避免,但所有生产制造商都对如何减轻产品召回风险最感兴趣。 标签错误是产品召回的重要原因之一,安装视觉检测解决方案实际上可以消除标签错误产品进入配送网络的机会。 通过识别生产设施中非合规的包装并将其剔除,修正错误所需的人力和成本会大幅降低。
减少生产成本浪费。在捕获错误时,时机就是一切——在将有价值的产品放入包装之前进行检测,有助于确保产品使用了正确的包装。视觉检测系统可以在灌装之前验证是否使用了正确的包装,将浪费产品的可能性保持在较低水平。 如果在灌装之后粘贴标签,则可以在粘贴之前验证其内容 — 进一步降低浪费产品的可能性。
掌控包装、罐装质量。增加机器视觉检测计划会为生产过程带来很多优势,尤其涉及效率时更是如此。 视觉检测能够近距离检测每个产品,这意味着制造商能够更加安心,知道任何产品都会以最佳状态离开其工厂。 这样可以增强品牌保护,帮助最大限度减少返工,减轻某些产品召回的风险,降低产品浪费,提高过程总体效率。
提高生产效率。监控产品质量是生产过程的一个重要方面。 通过跟踪缺陷类型等趋势,制造商可以更好地计划生产设备的维护。 视觉检测设备还可以与生产线上的其他生产设备共享宝贵的数据,甚至临时对系统设置进行调整,以修正较小问题,避免其进一步发展为更大问题。
一个完整的机器视觉系统包括:镜头、相机、照明、图像采集卡和软件工具等。
那么高速相机在视觉检测这个环节中扮演着什么角色呢?
——眼睛,检测员的眼睛。
高速相机应用于生产流水线,主要是扮演一个检测员/质检员的角色,通过相机将检测到的影像数据传输到检测系统,有的是实时传输(比如奥视得倍的SK相机实时拍摄实时传输实时保存),也有的不是。检测系统接收到图像信息后进行转化,将图像转化成系统识别的数据,从而判别是否符合标准。
以检测包装为例:(自己画的流程图不一定标准)
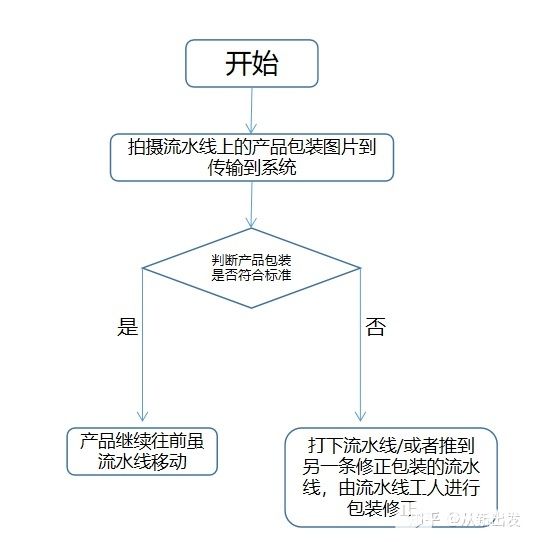
刚刚提到流水线上高速相机,最好是能够实现3个“实时”:即实时拍摄、实时传输、实时保存。同时这个相机最好小巧便携,在成产线上隐藏很好,不占空间影响其他机器运转。同时还希望这个能有比较高的像素和分辨率。同时还需要满足长时间图像数据采集的需求。
以奥视得倍的SK高速相机为例,SK系列高速相机可以实时采集没有压缩的原始图像,通过USB接口实时传输图像数据到电脑,并存储到电脑的硬盘中。相机充分发挥USB 3.0接口的极速传输,在640×480分辨率时可达1100帧/秒。
一台相机加一台笔记本就可以组成一个高速录像系统,用很低的投入就能实现高速的实时图像采集和存储,硬盘有多大就能存多久,满足长时间高速图像采集的需求。

审核编辑:符乾江
-
机器视觉检测技术发展前景2023-06-29 841
-
机器视觉检测设备行业发展前景分析2021-08-14 3628
-
机器人视觉与机器视觉有什么不一样?2020-08-28 2733
-
机器视觉检测设备的优势2019-10-14 2798
-
机器视觉的发展怎么样?2019-10-09 2495
-
机器视觉技术在稻米品质检测中有怎么样的应用应该如何发展2019-09-29 1283
-
【微信精选】科普机器视觉的应用和发展前景2019-07-25 2203
-
决定机器视觉的两大要素 国内外视觉芯片市场及发展前景2019-06-19 8099
-
哪个有工业方面的机器视觉应用资料嘛?求分享2016-10-24 3565
-
机器视觉表面缺陷检测技术2016-01-20 6615
-
机器视觉在工业自动化领域的前景应用解析2014-03-31 3733
-
ARM的发展前景怎么样2013-11-20 3728
-
STATCOM发展前景怎么样啊?2013-05-12 12764
全部0条评论

快来发表一下你的评论吧 !
