

局部湿蚀刻法制备硅玻璃凹微透镜阵列
电子说
描述
引言
微透镜阵列是重要的光学器件,因为它们在光学系统、微制造和生物化学系统中有着广泛的应用。本文介绍了一种利用飞秒激光增强化学湿法刻蚀在石英玻璃上大面积制作凹面微透镜阵列的简单有效的方法。通过飞秒激光原位辐照和氢氟酸刻蚀工艺,在几个小时内制备出直径小于100微米的大面积密排矩形和六边形凹面多层膜。所制备的多层膜显示出优异的表面质量和均匀性。与传统的热回流工艺相比,本方法是一种无掩模工艺,通过调整脉冲能量、喷射次数和蚀刻时间等参数,可以灵活控制多层膜的尺寸、形状和填充图案。
实验
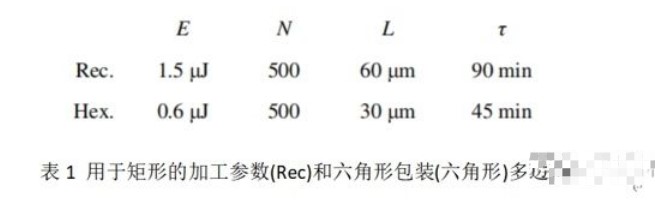
矩形和六边形填充的凹面多层膜通过三步工艺制造。最初,在抛光的石英玻璃芯片(10 ×10×1 mm3)上使用30-fs和800nm激光脉冲以1 kHz的重复频率(激光源是钛:蓝宝石脉冲激光振荡器-放大器系统)诱导直径为几微米的烧蚀诱导坑。飞秒激光由于其热损伤和冲击波诱导的损伤可忽略不计的优点,当被物镜聚焦时(NA = 0.5),可以容易地在透明材料如二氧化硅玻璃上产生凹坑,而不会产生熔化喷射和裂纹,这将影响所制造的微透镜的形态。焦斑的直径约为1.4 m (1/e)。脉冲能量可以通过可变中性密度滤光器来改变,拍摄的次数由快门来控制。参考文献[20]中提供了此处使用的设置的更多细节。随后,在23℃的超声波浴辅助下,在5%氢氟酸溶液中处理带有凹坑的样品。在此过程中,激光诱导的凹坑中的化学蚀刻速度加快,并开始形成凹球面;因此,多层膜是在几十分钟内制成的。最后,样品分别在丙酮、乙醇和去离子水中通过超声波浴清洗15分钟,并在环境空气中干燥。矩形和六边形多层膜所采用的工艺参数,包括脉冲能量E、注射次数N、化学蚀刻时间τ和相邻微透镜之间的距离L,列于表1中。
结果和讨论
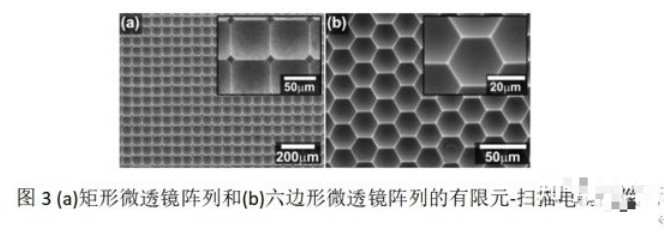
在实验中,整个制作过程由一个装有电荷耦合器件照相机的光学显微镜监控。图2显示了从激光诱导弹坑阵列变化而来的矩形和六边形多层膜的演化。开始时,各向同性化学蚀刻发生在激光处理的点中,产生矩形或六边形,图案中的圆形凹陷结构,其可以用作圆形多层膜。然后,圆形微透镜的孔径随着化学蚀刻而逐渐扩大,最终,相邻的微透镜彼此“重叠”,导致四方和六边形微透镜的形成。证明了微透镜的填充图案和形状可以容易地通过激光照射点的排列和化学蚀刻时间来控制。制作的矩形和六边形多层膜的面积分别约为3 × 3 mm2和1.5 × 1.5 mm2,整个加工时间约为3小时,比LDW工艺更有效。图3(a)和3(b)分别显示了矩形和六边形多层膜的扫描电镜图像。它们直观地表达了多层膜优异的表面质量和均匀性。为了评估多层膜的焦距,如图5所示,建立了一个由氦-氦激光器(633纳米)、计算机控制的载物台、透镜和电荷耦合器件照相机组成的光学系统fexp。沿着平行于激光束(z轴)的方向移动计算机控制的载物台,可以通过由电荷耦合器件照相机捕获的图像来确定顶面和焦点的位置。
图6显示了矩形[图6(a)]和六边形MLAs[图6(b)]的成像能力。利用聚焦飞秒激光脉冲在玻璃基100纳米金薄膜上制作了一个带有字母“FE”的掩膜。然后将它插入钨光源和多层反射镜之间。因此,如图6所示,通过放置在多层透镜另一侧的物镜(NA = 0.3)和电荷耦合器件照相机捕获减少的假图像。
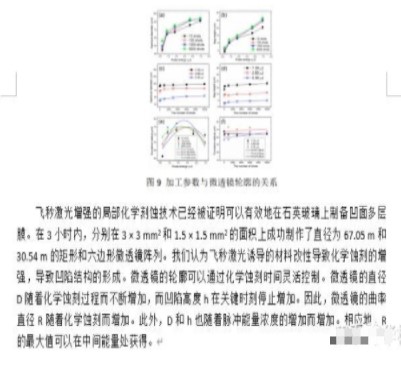
图9显示了微透镜的轮廓对脉冲能量E和拍摄次数n的影响。这里,D和h也是从用5% HF溶液处理120分钟的10个微透镜获得的平均值。我们可以看到,微透镜的D和h随着E的增加而增加,分别如图9(a)和9(b)所示,但它们并不强烈依赖于N,N存在于图9(c)和9(d)中。这些微透镜的曲率半径由公式计算。(1)及其对E和N的依赖性在图9(e)和9(f)中标出并拟合。R的最大值倾向于在中间脉冲能量(3.0-4.5 J)下获得,如图9(e)所示。这是由于D和h对E的增加幅度不同造成的,以N = 1000为例,见图9(a)和9(b),当E = 0.36 J时,制作的微透镜孔径约为45 m,而E增加到7.39 J,D相应增加到约90 m,因此D的增加幅度约为100%。然而,根据等式,h的该值约为400%。(1),当E约为3.5 J时,得到N = 1000的最大R,另一方面,当拍摄次数大于1000时,D和h的值逐渐达到饱和,分别如图9(c)和9(d)所示。因此,如图9(f)所示,微透镜的曲率半径与N几乎没有关系。值得一提的是,氮的增加有利于减少激光脉冲之间能量不稳定性的影响,提高多层膜的均匀性,但也会增加加工时间。在我们的实验中,采用的拍摄次数N = 500是一个优化值。
审核编辑:汤梓红
-
[FRED] FRED案例:矩形微透镜阵列2026-05-21 57
-
FRED案例:矩形微透镜阵列2025-03-05 993
-
微透镜阵列的高级模拟2025-01-09 853
-
微透镜阵列后光传播的研究2025-01-08 800
-
通过微透镜阵列的传播2024-12-11 593
-
用于均匀照明的单片微透镜阵列面形设计2023-06-05 3099
-
湿式化学蚀刻法制备硅片微孔2023-05-25 2462
-
微透镜阵列焦距检测方法的详细说明2022-04-26 6452
-
采用三种刻蚀方法制备黑硅材料2022-04-06 3716
-
采用湿蚀刻技术制备黑硅2022-03-29 1461
-
局部阳极氧化和化学蚀刻对硅表面的自然光刻2022-03-23 907
-
晶圆湿式用于硅蚀刻浴晶圆蚀刻2021-12-23 1118
-
湿蚀刻2021-01-08 13190
全部0条评论

快来发表一下你的评论吧 !
