

如何选择合适的钻孔循环
描述
在钻孔循环选择上,我们通常有三个选择:
1. G73(断屑循环)
通常用于加工孔深超过钻头的3倍径,但不超过钻头的有效刃长
2. G81 (浅孔循环)
通常用于钻中心孔,倒角和不超过钻头3倍径的孔加工随着内冷刀具的出现,为了提升加工效率,也会选择此循环来钻孔
3. G83(深孔循环)
通常用于加工深孔在机器配有主轴中心冷却(出水)刀具也支持中心冷却(出水)的情况下选择用G81来加工孔是最佳选择其中的高压冷却液不但会带走钻孔时产生的热量,也会更及时的润滑切削刃,高压也会直接冲断钻屑,这样产生的小切屑也会随着高压水流及时排出孔外,避免了二次切削带来的刀具磨损和加工孔的质量下降,由于没有了冷却,润滑,排屑的问题,所以是三种钻孔循环中最安全高效的解决办法。
加工材料难断屑但其他工况良好
在没有主轴中心冷却(出水)时,用G73是个很好的选择。此循环会通过短暂的暂停时间或小距离的退刀来实现断屑,但需要钻头有良好的排屑能力,更光滑的排屑槽会让切屑更快的排出,避免与下一次钻削的排屑缠绕在一起,从而破坏孔的质量,使用压缩空气作为辅助排屑也是个不错的选择。如果工况不稳定,使用G83是个最安全的选择。
深孔加工会因为钻头的切削刃无法及时的冷却,润滑而过快的磨损,孔内的切屑也会因为深度的关系难以及时排出,如果排屑槽内的切屑阻挡了冷却液,不仅会大大降低刀具的寿命,切屑还会因为二次切削而使得加工孔的内壁更粗糙,从而进一步造成恶性循环。如果每钻削一小段距离-Q就让刀具抬升到参考高度-R,在靠近孔底加工时可能比较适用,但是在加工孔的前半部分时就会因此而花费大量的时间,这就造成了不必要的浪费。
有没有更优化的方法呢?
这里介绍G83深孔循环的两种方式
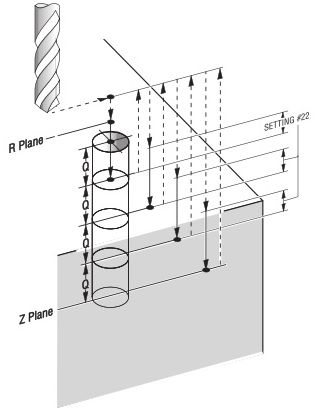
1: G83 X_ Y_ Z_ R_ Q_ F_
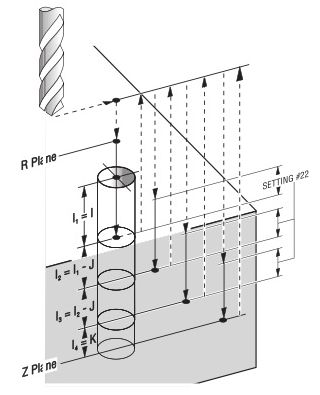
2: G83 X_ Y_ Z_ I_ J_ K_ R_ F_
在第一种方式里,Q值是一个恒定的值,这意味着从孔的顶部到底部,每次都采用的是同一个深度在加工,由于加工安全性的需要,通常会选取最小的值,这也意味最少的金属去除率,在无形中也浪费了大量的加工时间。
在第二种方式里,每次切削的深度分别用I,J,K来表示:在孔的顶部工况良好时,我们可以设置更大的I值,来提高加工效率;在加工孔的中部工况一般时,我们采用逐步减少的J值的方式来保证安全性和效率;在加工孔底部工况恶劣时,我们通过设置K值来保证加工的安全性。
第二种方式在实际使用时,可能会让你钻孔的效率提高50%,并且花费为零!
审核编辑 :李倩
-
钻孔灌注桩反循环工艺探讨2009-12-15 1153
-
选择监听的艺术选择合适自己的音箱2010-01-04 2519
-
PCB钻孔时垫板选择2011-06-23 2523
-
选择合适的频率设计RFID系统2017-01-13 796
-
如何选择合适的射频模块?2017-01-14 1326
-
如何选择合适的射频模块2020-08-30 4413
-
PCB钻孔:断钻咀的主要原因及预防措施2021-03-05 1849
-
如何为卫星应用选择合适的LDO2022-10-28 694
-
PCB如何选择最合适的钻孔参数2022-11-18 9883
-
如何选择合适的电容2023-04-14 3393
-
如何选择合适的锡膏2023-09-19 801
-
钻孔制程(钻孔).zip2022-12-30 665
-
PCB表面处理的选择和优化,如何选择最合适的工艺?2023-11-24 1824
-
g73钻孔循环指令格式2024-02-14 13912
-
怎样选择合适的MOSFET2024-10-01 1276
全部0条评论

快来发表一下你的评论吧 !
