

不同压片方式评估石墨极片反弹及电阻性能
描述
电池能量密度一直都是锂离子电池研究的热点之一,选择高容量的正负极材料、提高极片压实密度等方法都能极大的提升电池能量密度,但过高的压实密度往往会影响电池倍率性能,甚至带来安全隐患,所以寻求合适的压实密度对于电池设计具有重要的意义。由于电池实际生产中的极片压片通常是采用辊压方式,但有些实验室在制备少量的极片时也会采用平压的方式,且目前测试极片电阻时也都是垂直平压,这两种方式对石墨颗粒的排布方向可能会有差异,因此本文通过对比平压和辊压这两种压片方式对极片压实密度和电阻率的影响,给电池设计人员提供可参考的数据支持。
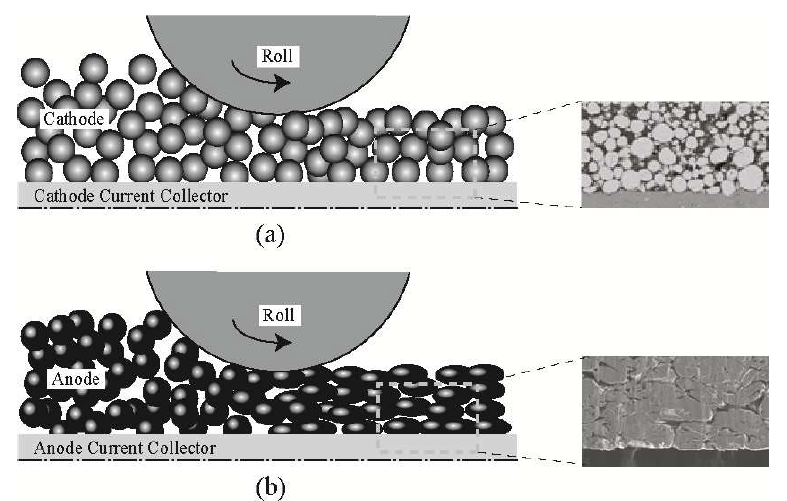
图1 正负极极片辊压示意图
实验 设备与测试方法
1.1 实验设备:
极片电阻仪,型号 BER2500(IEST元能科技),电极直径14mm,可施加压强5~60MPa,设备外观如图2所示。
1.2 测试方法:
将待测极片剪切成约5cm×10cm的长方形尺寸,放置于样品台上,在MRMS软件上设置测试压强、保压时间等参数,开始测试,软件自动读取极片厚度、电阻、电阻率、电导率等数据。
1.3 测试参数:
对未辊压、辊压后极片测试不同压强下极片反弹量;
对未辊压极片采先平压后再复压,对比两者的电阻率;
对未辊压、辊压后极片测试不同压强下电阻率。
实验 数据分析
2.1 两种不同压片方式极片厚度反弹量对比
对平压和辊压后的极片测试静置约24h的厚度反弹量,如图3所示,从图中可知:压实密度较低时,平压后极片厚度反弹量远远大于辊压后极片厚度反弹量,且平压方式随着压实密度的增加,反弹量也随之增大,反弹量由低压实下的0.4%增加到高压实下的26%;辊压后极片在低压实下反弹量波动较小,反弹量在4%-12%左右,等达到一定压实后,反弹量急剧增加达24%,此时极片厚度反弹量接近平压后极片厚度反弹量。以上现象说明在小压实密度范围内,辊压方式施压时,虽然有侧向剪切力,但是卸压后,颗粒之间的反弹比平压方式施压时的更大,但随着压实密度的增大,两种方式施压后极片厚度反弹量基本一致。
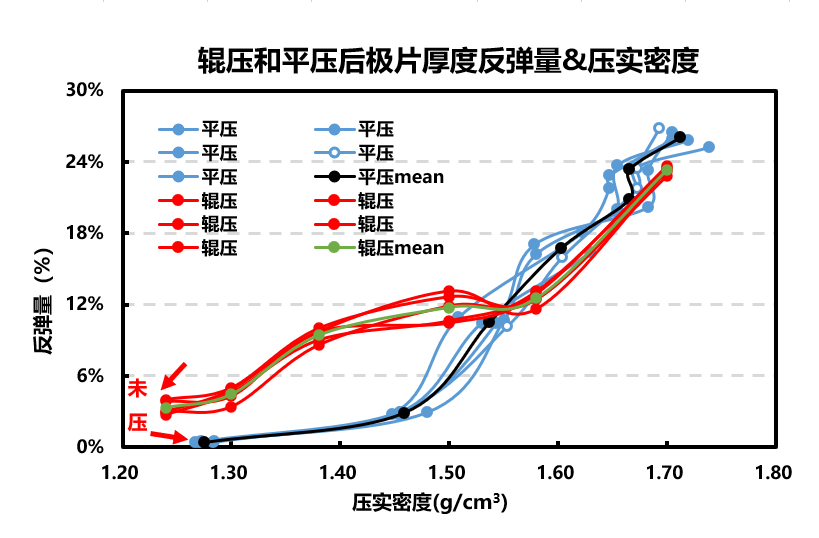
图3 辊压&平压极片厚度反弹量对比
2.2 平压及复压测试极片电阻率对比
将未辊压极片平压后再复压对比复压前后电阻率差异,如图4所示,从图中可知:极片不同压强平压后随着压实密度增大,极片电阻率随之降低,成线性相关关系;而用5MPa压强复压后测试极片电阻率,随压实密度增大,极片电阻率反而变大,但压实大于一定值后,电阻率随之减小。这种现象主要是由于不同压力平压时,随测试压力的增加,电极与极片表面的接触电阻不断减小且极片涂层中颗粒之间的接触电阻也不断减小导致,而再用5MPa复压测试不同压密的极片电阻率时,虽然极片涂层中的颗粒之间的接触电阻减小,但是测试电极与极片表面的接触电阻不断增大,反而使总的电阻率表现出随压实密度而增大的趋势。
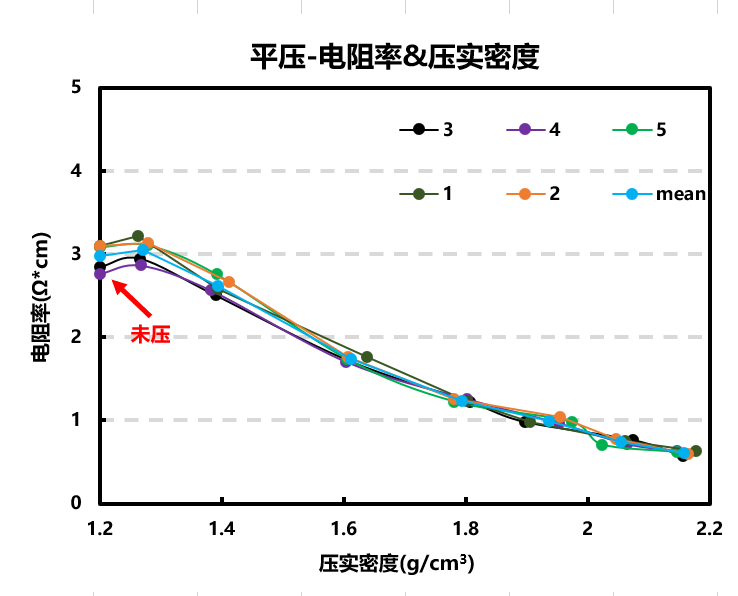
图4 (a)平压后电阻率&压实密度
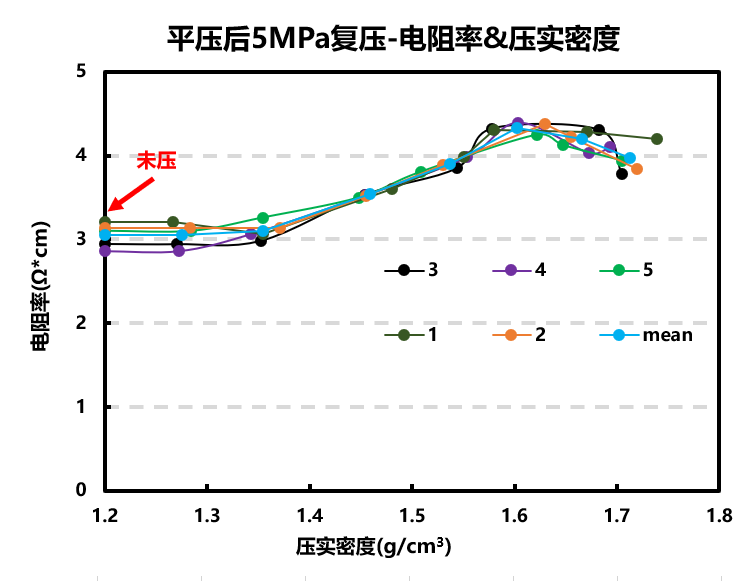
图4(b)复压后电阻率&压实
2.3 平压和辊压后再复压两者电阻率对比
将极片平压、辊压后再复压测试两者的电阻率,如图5所示,从图中可知:极片平压再复压后随压实密度增大,极片电阻率也先逐渐增大而后降低;而辊压后再复压,随压实密度增大,极片电阻率先增加后相对平稳又降低 ,且极片一旦经过辊压,电阻率会明显上升,总的电阻率也大于相同压实密度条件下平压的电阻率。以上现象可能是辊压对极片表面状态的影响大于平压,从而使测试电极与极片表面的接触电阻更大,或者可能是由于辊压方式会导致石墨片层发生滑移使更多的导电性较差的基面平行排列,从而使极片电阻率变大。
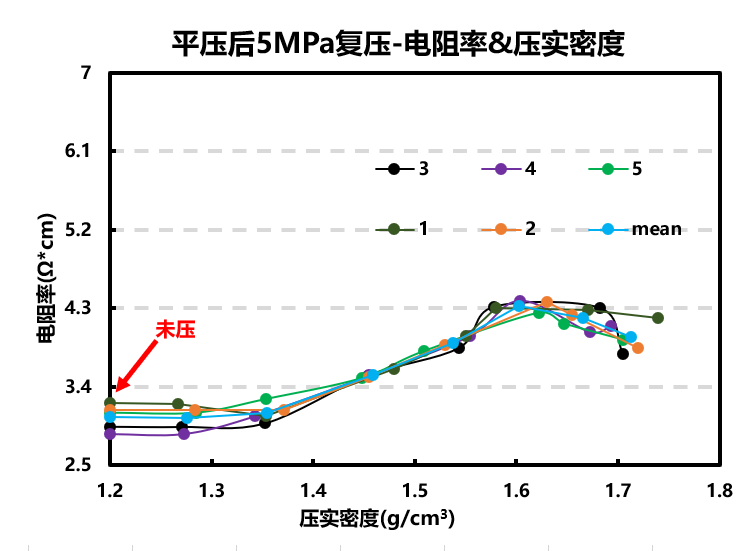
图5 (a)平压后再复压电阻率&压实
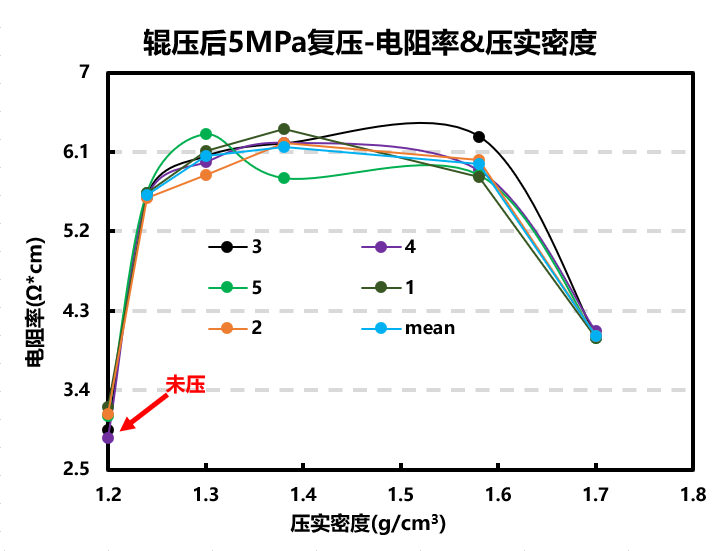
图5(b)辊压后再复压电阻率&压实
总 结
★ 本文采用不同压片方式评估石墨负极反弹量和电阻性能,通过上述实验数据可知:
1、平压和辊压方式极片反弹量差别较大;
2、平压及复压后的极片随压实密度增加,电阻率趋势相反,可能与平压后测试电极与极片表面的接触电阻不断增大有关;
3、平压及辊压的极片,复压测试极片电阻率发现,随压实密度增加,两种压片方式电阻率变化趋势类似,均为压片后电阻率大于压片前,且辊压方式压片会使极片的电阻率增加更大。
※ 基于以上不同压片方式对厚度反弹及电阻率的影响结果,我们可以进一步结合XRD、SEM等表征方法做进一步深入分析。
审核编辑 :李倩
-
超薄时代的选择:0.025mm合成石墨片如何重塑消费电子散热格局2025-02-15 748
-
人工合成石墨片与天然石墨片的差别2025-05-23 3873
-
压片厚度对电池性能有什么影响?2009-11-13 3017
-
极片反弹对锂电池生产的影响2018-06-20 13401
-
浅谈导热石墨片的包边处理2020-03-09 3454
-
锂离子电池极片电阻测试是新颖且有应用前景的评估方法2020-12-31 8729
-
关于手机散热石墨片的导热原理的简单描述2021-01-12 6298
-
一文浅析锂电正负极片电阻与辊压压密的关联性2023-02-12 3025
-
案例分享 | 纽扣电池石墨片厚度及缺陷检测2023-06-05 1465
-
极片正反面电阻分解测试新方法2023-06-25 1567
-
应变片的灵敏系数是什么,它与电阻丝连接方式2024-09-21 3752
-
高绝缘散热材料 | 石墨片氮化硼散热膜复合材料2024-10-05 1214
-
石墨铜散热片2024-12-17 1679
全部0条评论

快来发表一下你的评论吧 !
