

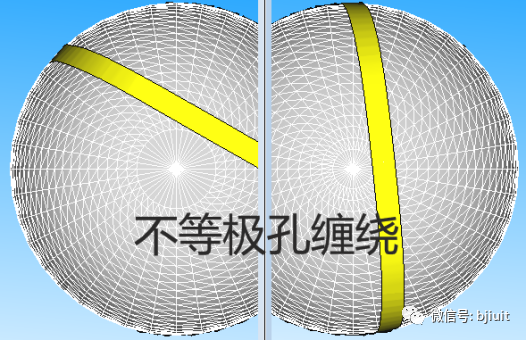
不等极孔制品的线型设计
描述
工业生产中,不等极孔气瓶是经常遇到纤维缠绕制品,下面结合一个具体产品介绍不等极孔制品的线型设计。缠绕线型设计包括可缠绕性参数确定和缠绕闭合参数确定两个部分,根据CADWIND的IWIND非测地线缠绕算法,介绍可缠绕性参数的快速确定方法。软件操作步骤如下:第一步:根据芯模几何参数建立几何芯模;第二步:快速确定缠绕角度和芯模各段摩擦系数。
不等极孔快速线型设计
1.1. 建立几何芯模
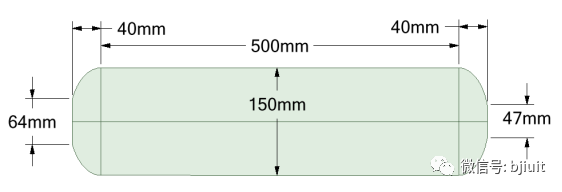
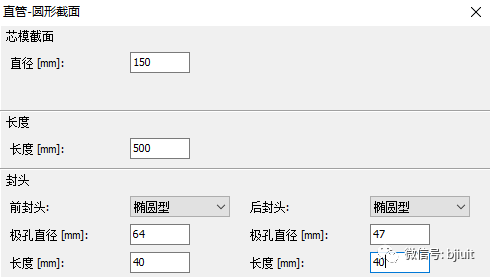
根据如下复合气瓶芯模几何尺寸,在软件中建立芯模文件,并保存。气瓶外径150mm*长度500mm,瓶口直径64mm*高度40mm(椭圆轮廓),瓶底直径47mm*高度40mm(椭圆轮廓)。
1) 打开芯模创建窗口
点击菜单【文件】è【创建芯模文件】è【圆形截面-直管...】,在弹出对话窗口〘几何芯模〙中接输入几何参数。随后点击〖确定〗保存芯模文件为Unequal Pole.MDR。
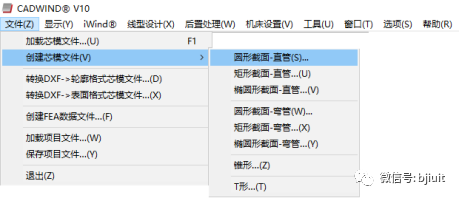
建立芯模-步骤1
2) 设置芯模几何参数
缺省情况下,几何芯模各缠绕区网格划分参数,采用默认参数即可。为了设置筒身中间面,可以调整筒身段主缠绕区帧数为奇数(默认参数为10),可以设置为11帧。
建立芯模-步骤2
3) 调整芯模显示视图
采用左视图进行几何芯模显示,并在工具栏上点击按钮【帧编号FN】,从视图上可见1-21帧为前封头区域,21-31为筒身区域,31-51为后封头区域。
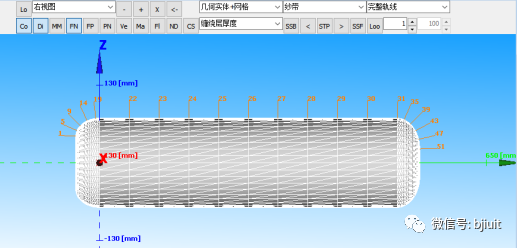
建立芯模-步骤3
1.2. 确定缠绕参数
通常情况下,筒身段采用等缠绕角进行缠绕,本案例不作变缠绕角缠绕参数确定,以及可缠绕性分析计算。缠绕参数主要包括工艺纱宽、缠绕角度和摩擦系数。应用软件IWIND非测地线软件算法,采用实时计算模式。1) 启动Iwind算法
接下来,我们应用Iwind非测地线缠绕进行不等极孔的缠绕线型设计。点击菜单【iwind线型设计】-【iwind】,接着线型参数输入窗口输入相关的缠绕线型参数。
启动iwind线型设计功能
2) 打开两个芯模窗口
为了方便观察前后极孔的相切情况,点击菜单【显示】-【新建芯模窗口】,我们同时打开两个芯模窗口,并调整两个芯模窗口的视图方向。这样我们可以后视图观察后封头纤维切根情况,前视图观察前封头的纤维切根情况。
后视图(后封头) 前视图(前封头)
3) 主要缠绕参数测试
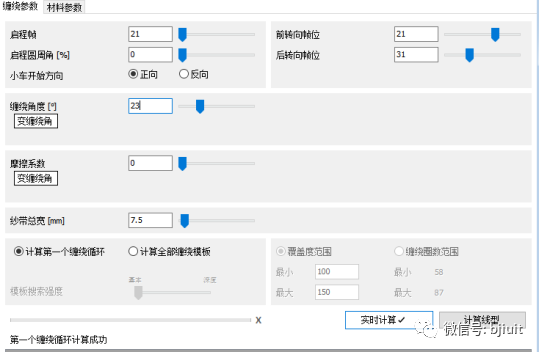
针对不等极孔的线型设计,我们需要通过〘计算第一个缠绕循环〙选项,测试出线型设计的主要技术参数。输入参数后,点击〘计算第一个缠绕循环〙选项和〘实时计算〙选项,我们实时得到的线型计算结果直接显示在窗口中。测试参数先后次序为:工艺纱宽、缠绕角度、摩擦系数、后转向区位置。
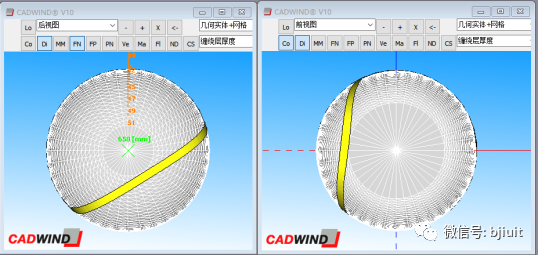
如果我们已经确定了工艺纱宽的取值大小,我们只需要在对话窗口的纱带总宽处设置7.5mm参数即可,这时摩擦系数设置为0,拖动缠绕角度滑块,直到后封头的纤维与极孔相切为止。如下图所示参数:
步骤1-后封头切根的缠绕角测试
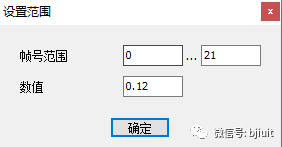
接下来,点击摩擦系数按钮,随后点击按钮【设置范围】,设置范围为前封头区域,即1-21帧的摩擦系数为0.12。
步骤2-摩擦系数设置
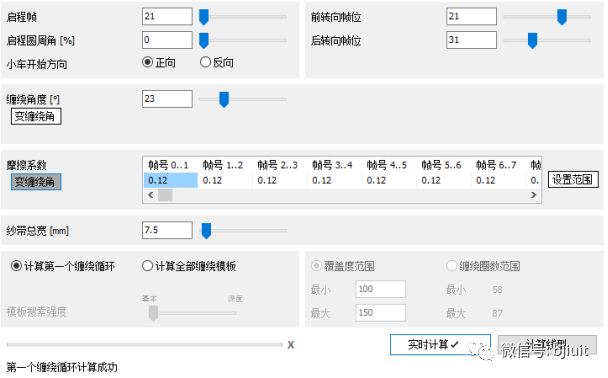
步骤3-摩擦系数设置
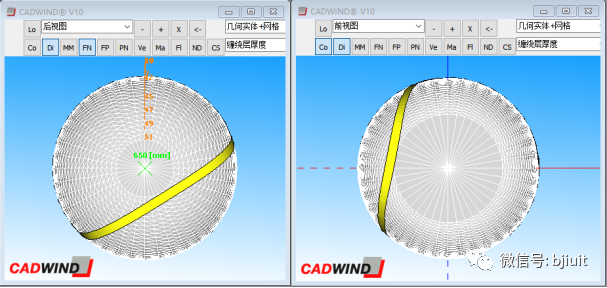
步骤4-纤维切根显示
如果通过以上操作步骤,可以快速确定不等极孔芯模可缠绕性和主要缠绕参数。缠绕工艺主要参数包括:
工艺纱宽:IWIND提供了工艺纱宽算法,可以结合芯模几何尺寸和缠绕效率,帮助用户确定合理纱宽。
缠绕角度:默认情况下,设置的缠绕角度作用于筒身段,即前赤道面(前转向帧位)到后赤道面(后转向帧位)之间。理想情况下,我们希望筒身段采用等缠绕角缠绕,没有特殊情况下不需要改动。
摩擦系数:不等极孔非测地线缠绕的关键参数设置是摩擦系数,需要结合缠绕工艺类型(湿法缠绕0.12、干法缠绕0.22和预浸带缠绕0.32)的适合摩擦系数和稳定偏差角进行设置。湿法缠绕的适合摩擦系数为0.12,如果针对大极孔切根需要的摩擦系数大于0.14或更大,则此缠绕产品的可缠绕性差,在实际缠绕过程中前封头易滑纱。
原文标题:技术短篇6-不等极孔快速设计
文章出处:【微信公众号:创联智软】欢迎添加关注!文章转载请注明出处。
审核编辑:汤梓红
-
分享CAD软件中设置当前线型的方法技巧2019-07-28 1476
-
CAD中怎么修改导线线型?怎么连接导线?2021-03-11 1775
-
一种减小绕线型电机滑环不平衡量的结构2021-09-06 1520
-
图层、线型与颜色的应用2009-06-30 1143
-
无铅焊锡制品2009-08-12 1488
-
总线型拓扑结构2010-01-08 10476
-
总线型网络,总线型网络是什么意思2010-03-22 8321
-
找不到自己需要的CAD线型怎么办?教你定制CAD线型2012-10-24 16270
-
各类绝缘导线型号说明2016-01-12 1127
-
不等式证明2016-12-20 437
-
Omate 2000工业总线型数据光端机2016-12-30 1049
-
BMC模具制品打孔和毛边设计方案的介绍2021-03-29 1581
-
椭圆极孔的线型设计方法2022-04-14 2825
-
华为云制品仓库 CodeArts Artifact:保障制品质量与安全的最佳选择2024-04-07 1676
-
蔡司三坐标测量机检测CNC五金制品工件2024-11-21 1657
全部0条评论

快来发表一下你的评论吧 !
