

锂离子在含人工SEI薄膜的锂金属负极表面的电沉积行为
描述
随着便携式电子设备的普及和电动汽车的快速发展,高能量密度的电化学储能装置和动力电池受到了广泛的关注。目前锂离子电池常用的石墨负极材料理论容量低(372 mAh g-1),难以满足高能量密度锂电池的设计需求。锂(Li)金属被认为是下一代锂电池负极材料的最有希望的候选者,其比容量(3680 mAh g-1)比石墨负极高近10倍,而且具有较低的还原电位(-3.04 V)。但是锂金属作为负极材料也有明显的缺点。锂金属阳极表面高的交换电流密度和受限于电解液性质的传质过程,是造成电极表面枝晶生长的根本原因。尖锐的锂枝晶可以穿透隔膜与正极接触,造成电池短路,限制了锂金属负极的产业化应用。
深入了解金属锂的电沉积行为对锂金属电池的实用化至关重要。长时间以来,学者们致力于探索抑制锂离子在锂金属负极表面的不均匀电沉积行为的方法,稳定锂金属电极/电解质界面并提升全电池的循环性能。文献表明,经过优化的液态电解质体系,具有多功能特性的人造固体电解质界面(SEI)、新型的氧化物以及硫化物固态电解质等可以在一定程度上提高锂金属负极的稳定性并抑制锂枝晶的生长。
本文作者基于修正的Butler-Volmer方程,菲克定律以及von Mises 屈服准则,研究了在不同的电流密度下,锂离子在含人工SEI薄膜的锂金属负极表面的电沉积行为,以及浓度场和相关的法拉第电流密度(FAD)的演化过程。将锂的电沉积均匀性与施加电流密度(ACD)对比发现,当施加的电流密度小于体系的扩散电流密度,有望实现均匀的金属锂电沉积。
【工作介绍】
本工作通过相场模拟,研究了沉积电流密度与金属锂负极表面人工SEI的破损对于锂离子沉积均匀性的影响。通过研究不同电流密度下浓度场和相应的法拉第电流密度(FCD)的演化过程,研究了金属锂在人工SEI膜覆盖的电极表面的电沉积行为。研究结果表明,金属锂可以在低于极限扩散电流密度的条件下均匀沉积,提高相关电化学系统的极限扩散电流密度可以作为提高锂金属电池性能的设计方向。该研究以“Diffusion limited current density: A watershed in electrodeposition of lithium metal anode”为题发表在能源材料期刊Advanced Energy Materials上。莫斯科国立大学博士生徐谢宇为论文的第一作者,莫斯科物理技术学院刘洋洋研究员,Olesya O. Kapitanova博士和瑞典查尔姆斯理工大学熊仕昭研究员为论文通讯作者。
【内容表述】
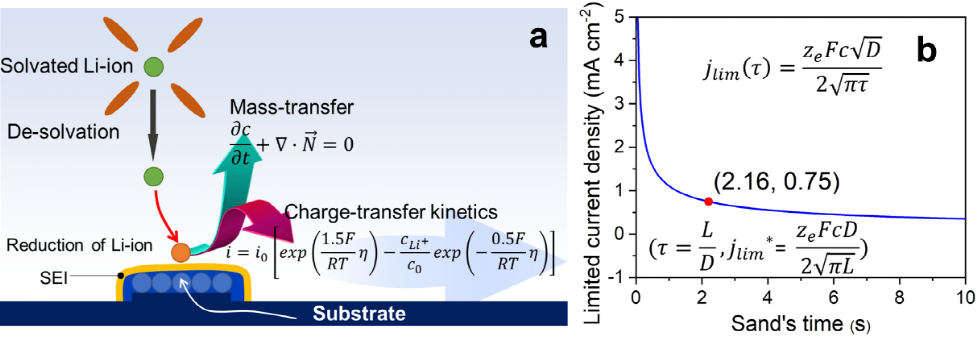
图 1.(a)结合传质和电荷转移动力学的金属锂电沉积示意图。(b)电化学系统的极限扩散电流密度。
本文探索了包括锂离子基于浓度梯度的扩散过程,基于金属负极表面真实电流密度的锂离子沉积过程,以及基于屈服准则的金属锂/人工SEI的协同变形过程。锂离子的还原过程描述如下:

局部电流密度作为电位和锂离子浓度的函数可以由Butler-Volmer方程给出:

使用极限电流密度作为参数来描述受传质控制的电化学反应:

本文首先研究了电流密度对锂金属电沉积均匀性的影响。此外,在不同电流密度下研究了SEI的破碎过程对锂金属电沉积均匀性的影响。
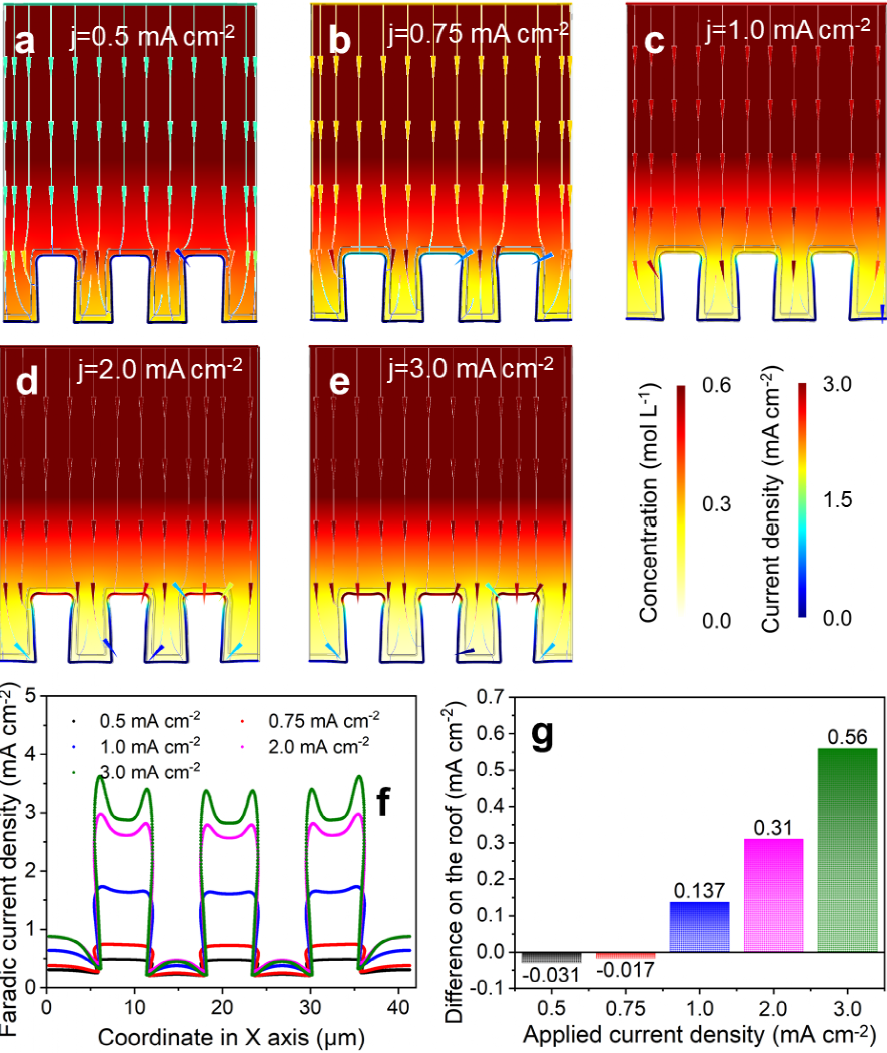
图 2. 不同电流密度下SEI基底上初始的浓度场和电场。电流密度为(a)0.5 mA cm-2、(b)0.75 mA cm-2、(c)1.0 mA cm-2、(d)2.0 mA cm-2和(e)3.0 mA cm-2。(f)初始状态下不同电流密度下Li-SEI界面法拉第电流密度分布。(g)电沉积锂顶部中心与顶角件法拉第电流密度差值。
如图2a-e所示,随着施加的电流密度增加,基底附近的浓度场表现出不均匀的变化趋势,浓度梯度明显增加。当电流密度上升到3.0 mA cm-2时,两个矩形之间的空间底部显示出极低的锂离子浓度。因为锂离子浓度分别的不均匀性,随着施加电流密度的增加,对应的法拉第电流密度沿剖面变得更不均匀。如图2f所示,底部和顶部之间的法拉第电流密度差异随着施加电流密度的增大而增加。如图2g所示,随着电流密度的增加,当ACD>0.75 mA cm-2时出现“尖端效应”,并且随着ACD的增加而变得更强。随着ACD的进一步增加,矩形顶部的位置的FCD会明显的增强。与此同时,矩形特征的屋顶与空间底部的差异变得更加明显。总体而言,基底轮廓上的浓度场和相应的法拉第电流密度与施加于电化学系统的电流密度密切相关。
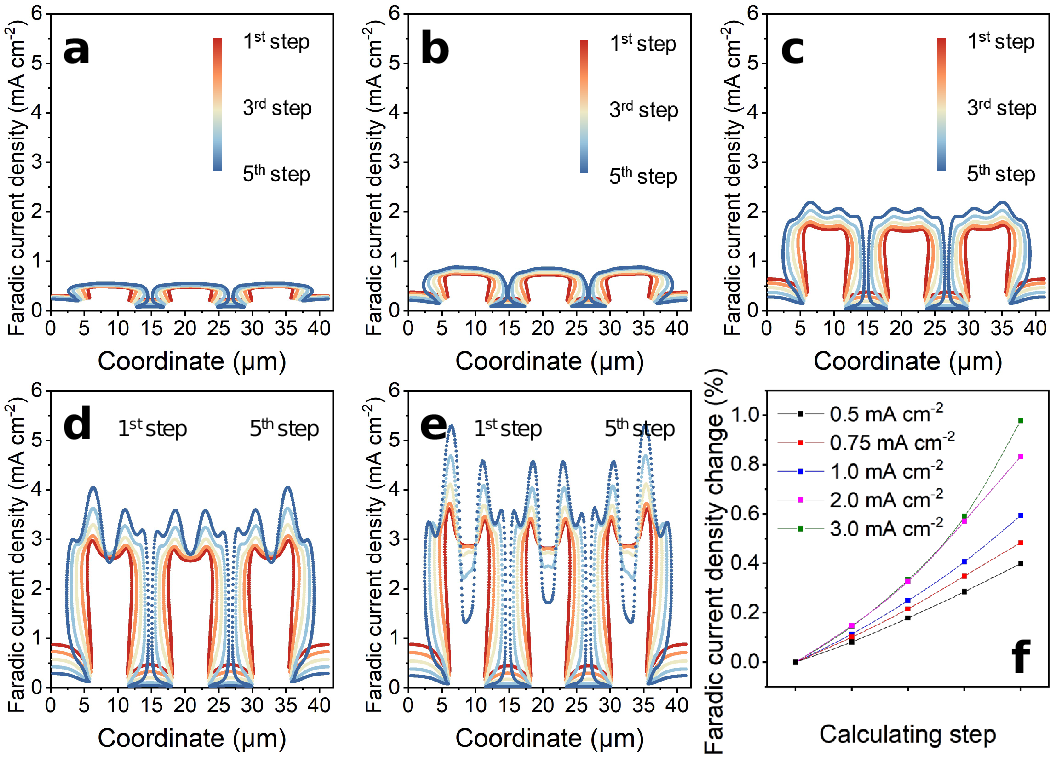
图 3.不同电流密度下锂微观形貌上的法拉第电流密度的变化。电流密度为(a)0.5 mA cm-2、(b)0.75 mA cm-2、(c)1.0 mA cm-2、(d)2.0 mA cm-2和(e)3.0 mA cm-2。(f)金属锂上的法拉第电流密度分布演变过程。
如图3a-b所示,当ACD≤0.75 mA cm-2的DLCD时,电极表面的法拉第电流密度分布均匀。相反,一旦ACD>DLCD,FCD的分布就会产生差异,随着ACD增加到3.0 mA cm-2,FCD分布的非均匀性变得更加严重(图3c-e)。在整个电沉积过程中,较低的ACD可以实现FCD的均匀分布,而当ACD大于DLCD时,FCD从初始状态到收敛状态分布都不均匀,而且FCD的不均匀性随着ACD的增加而急剧恶化。如图3f所示,具有较高ACD的金属锂表面的FCD的标准偏差明显大于具有低的DLCD的ACD的标准偏差。FCD随着ACD的增大而增长更快。
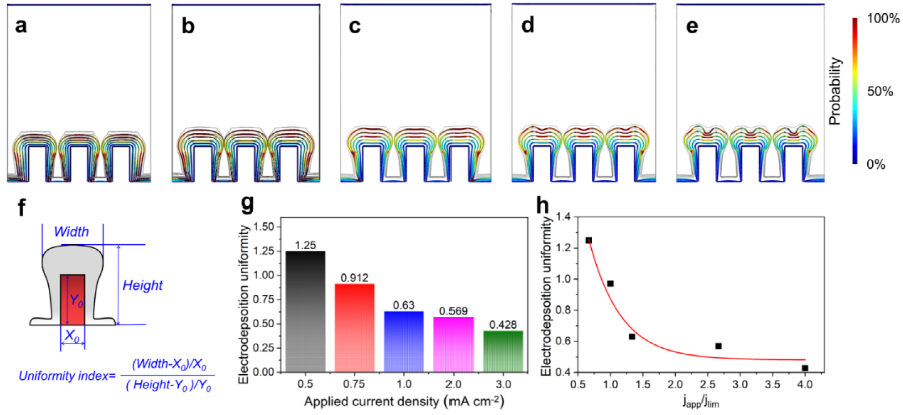
图 4. 不同电流密度下金属锂沉积的形貌演变。电流密度为(a)0.5 mA cm-2、(b)0.75 mA cm-2、(c)1.0 mA cm-2、(d)2.0 mA cm-2和(e)3.0 mA cm-2。(f)锂沉积均匀性指数定义示意图。(g)不同电流密度下的电沉积均匀性和(h)其对施加电流密度与DLCD的相关性。
如图4a所示,由于矩形基底周围锂离子分布均匀且FCD的差异很小,当施加0.5 mA cm-2的小电流密度时,金属锂可以实现均匀的电沉积过程。当ACD从0.5 mA cm-2增长到0.75 mA cm-2时,锂离子电沉积的最终形态从矩形变为灯泡状。此外,当ACD大于0.75 mA cm-2时,“灯泡”顶部的特征显示出凹陷区域,并且随着ACD增加到3.0 mA cm-2,凹陷区域变得更深(图4d-e),锂的球状形态变为“牙齿”状,锂沉积的不均匀性明显增强。如图4h所示,电沉积均匀性随着ACD/DLCD比值的增加而下降。当比值小于1时(ACD
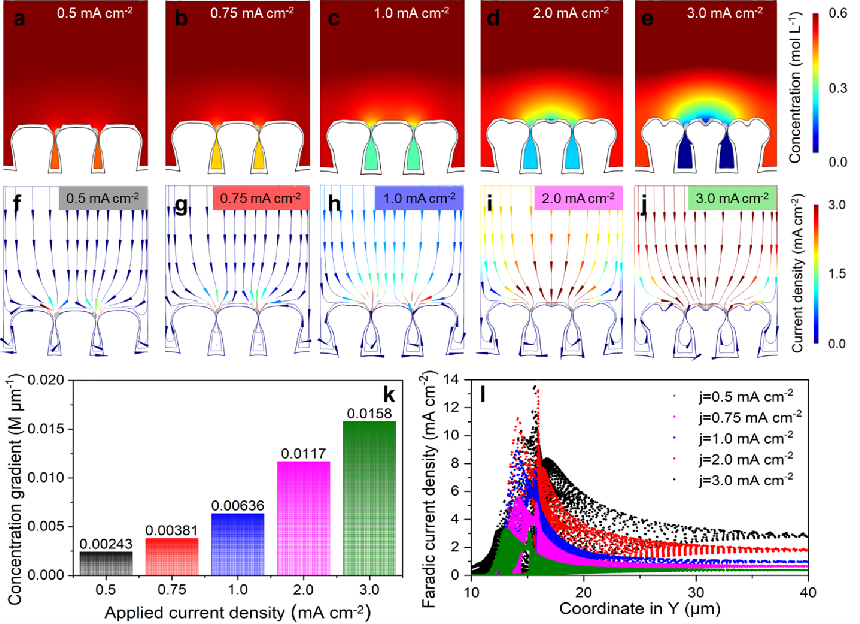
图 5. 初始状态下不同电流密度下破碎的SEI基底上电沉积过程。电流密度为(a,f)0.5 mA cm-2,(b,g)0.75 mA cm-2,(c,h)1.0 mA cm-2, (d,i)2.0 mA cm-2和(e,j)3.0 mA cm-2。不同电流密度电沉积(k)锂的浓度梯度和(l)法拉第电流密度在Y轴上的分布。
如前所述,由于电沉积不均匀引起界面的起伏,导致锂上的SEI膜会破裂。如图5a-e所示,在初始状态下,随着电流密度的增加,基底上的浓度分布越不均匀。基底附近的浓度场可以分为两个区域:(1)两个电沉积柱之间的狭窄区域和(2)顶部上方的区域。如图5k所示,在两个柱之间的狭窄区域,锂离子的浓度随着ACD的增加而增加。与浓度分布情况不同,法拉第电流密度分布的主要变化出现在裂纹点附近。这些裂纹点是电场线的主要集中点,使得在局部区域产生更高的FCD(图5f-j)。如图5l所示,在靠近电沉积层顶部的Y>15 μm的位置,FCD的急剧增加,并且随着施加的电流密度从0.5 mA cm-2增加到3.0 mA cm-2,这种趋势增强。
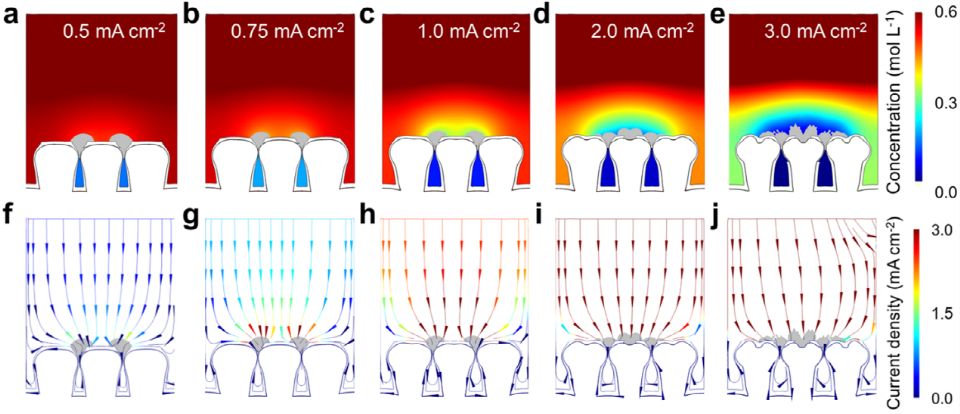
图 6. 不同电流密度条件下终态时SEI基底上的电沉积。电流密度为(a,f)0.5 mA cm-2、(b,g)0.75 mA cm-2、(c,h)1.0 mA cm-2、(d,i)2.0 mA cm-2和(e,j)3.0 mA cm-2。
如图6a-c所示,锂继续沉积在局部裂纹上,最终沉积的锂会将裂纹完全覆盖,呈现出灯泡叠加状形态。如图6f-h所示,基底上的FCD分布仍然集中在裂纹处。同时,电沉积后的锂会阻塞柱之间的空隙,导致锂无法沉积在欠浓度区域,从而在锂微结构中产生空隙。因此,结果表明,损坏的SEI将降低锂负极的致密度。如图6d-e和i-j所示,当ACD>1.0 mA cm-2时,由于物质转移动力学和电荷转移动力学之间的不匹配增强,导致电沉积后形态的界面出现明显的界面起伏。在较高ACD下电沉积的锂与其他相邻的锂微结构融合在一起,导致SEI碎片被埋在锂金属负极内。于此同时,新鲜的锂暴露于电解质中持续发生副反应。因此,将ACD降低到小于DLCD不仅可以促进锂的均匀电沉积和稳定的循环性能,而且可以减少活性锂的消耗。
上述结果表明,DLCD是锂电沉积均匀性的关键参数,它由电极附近锂离子的传质过程决定。因此,可以通过(i)提高电解液中锂离子的浓度(ii)促进锂离子在电极附近的扩散,如设计具有较高离子导电性的SEI膜,降低电解液的动态粘度或提高温度;(3)降低电极孔隙度,延缓电极上锂离子的耗竭。为了实现锂金属负极在电池中的均匀沉积,需要综合考虑这些可行的解决方案。
Xieyu Xu, Xingxing Jiao, Olesya O. Kapitanova,* Jialin Wang, Valentyn S. Volkov, Yangyang Liu,* and Shizhao Xiong*. Diffusion limited current density: A watershed in electrodeposition of lithium metal anode, Adv. Energy Mater. 2022,2200244. https://doi.org/10.1002/aenm.202200244
审核编辑 :李倩
-
锂离子电池和锂电池的区别2015-12-28 5914
-
影响锂离子电池寿命七因素2018-11-30 1969
-
锂离子电池SEI膜的性能影响2019-05-24 3190
-
锂离子电池简介2020-11-03 2964
-
锂离子电池电极材料中的交叉效应研究2022-08-30 15206
-
锂离子电池的发展与金属锂负极的全面解读2017-09-24 1300
-
锂离子电池SEI膜形成过程中可能的机理和影响因素2020-09-21 18060
-
解密锂离子电池中碳酸丙烯酯和碳酸乙烯酯的差异2020-12-25 2827
-
锂离子电池正负极补锂技术2022-06-14 4608
-
如何让锂离子改变沉积形态并提高锂的循环稳定性2022-11-06 5258
-
提高SEI的亲锂能力是否足以均匀锂沉积?2022-11-09 2999
-
人工SEI层构筑用于废旧石墨负极表面结构修复与电化学性能再生2023-02-07 4738
-
全面详解锂离子电池及材料2023-10-20 4650
-
探索带电锂离子通道对金属锂负极枝晶生长的抑制作用2024-04-25 2055
-
攻克无负极锂金属电池难题的新钥匙2025-09-11 1324
全部0条评论

快来发表一下你的评论吧 !
