

辊压机轴承位磨损故障分析原因及解决方案
今日头条
描述
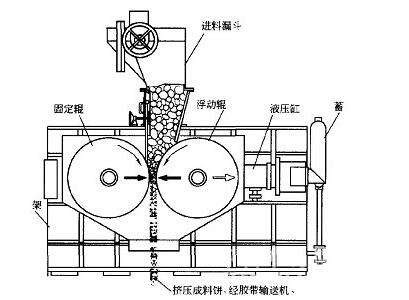
一、水泥辊压机设备概况
辊压机,又名挤压磨、辊压磨,是国际80年代中期发展起来的新型水泥节能粉磨设备,具有替代能耗高、效率低球磨机预粉磨系统,并且降低钢材消耗及噪声的功能,适用于新厂建设,也可用于老厂技术改造,使球磨机系统产量提高30—50%,经过挤压后的物料料饼中0.08mm细料占20—35%,小于2mm占65—85%,小颗粒的内部结构因受挤压而充满许多微小裂纹,易磨性大为改善。辊面采用热堆焊,耐磨层维修更为方便。
目前国内水泥企业采用的辊压机型号较多,例如合肥院,南京凯胜,南通新业,成都利君等,规格众多,180-140,180-120,160-120,120-80等,当然也有很多仿制的设备,这些设备质量参差不齐。
尤其在设备生产中由于其工况的特殊性,设备很容易出现磨损老化问题,其中辊压机轴承位就很容易磨损,一直来困扰企业,由于拆装麻烦,运输难,后期补焊,机加工成本高昂,检修周期长等问题十分普遍,企业维修费用高居不下。补焊后强度很难保证,出现断轴的现象屡见不鲜,这给设备的运行安全造成了极大的危害。
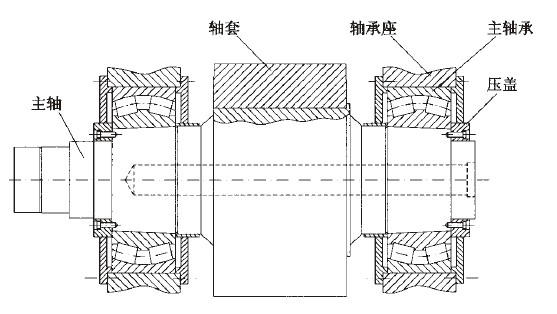
辊压机轴组成构造
由于辊压机是以旋转工作机构碾压,运行环境较为恶劣,受力较大,常会出现传动部位零部件的机械磨损,如辊压机动、定辊轴承位磨损、行星齿轮减速机轴面磨损、中空套磨损等。
二、 辊压机轴承位磨损故障分析原因
辊压机轴在工作过程中承受较大的扭矩力和冲击力,在使用过程中由于金属材质的调心轴承或轴套不具备退让性等原因,因此极容易造成应力集中致使金属疲劳磨损出现间隙,一旦出现间隙将会使轴面与轴承内圈之间加剧磨损,磨损严重后,轴承跑内圈,导致压盘定位松弛,最终导致螺丝断裂,导致设备无法开机。
该次在江苏一家企业,三台辊压机不同程度的出现了轴承位磨损问题,导致设备无法开机,轴承由于长时间处在磨擦环境,内圈磨损严重,轴承温度过高,保持架破裂,其中一台设备螺丝多处断裂,企业迫于生产压力,从集团到车间,上下连夜指挥拆开设备,检查问题所在,最终确认轴承位磨损,轴承报废,由于设备拆装困难,时间周期太长,又急于开机投入生产,最终采用福世蓝在线修复技术,短短几天时间就恢复了正常生产,为企业解决了疑难问题。
该次修复的辊压机轴出现磨损,成不规则状,后轴肩也出现了不同程度的磨损,油槽也面目全非,轴承位严重磨损,磨损量为单边1mm-3mm不等,这样导致了轴和轴承无法进行正常工作,在碾压物料过程中,造成设备震动大,轴和轴承之间继续加剧磨损,最后会造成停机,若不及时发现很有可能造成折断事故,造成不必要的生产和安全事故的发生,
三、辊压机定、动辊轴承位磨损修复解决方案
a:传统修复工艺:
企业传统解决办法是补焊或刷镀后机加工修复,但两者均存在一定弊端:补焊高温产生的热应力无法完全消除,易造成材质损伤,导致部件出现弯曲或断裂,而电刷镀受涂层厚度限制,容易剥落,
以上两种方法都是用金属修复金属,无法改变“硬对硬”的配合关系,在各力综合作用下,仍会造成再次磨损。针对辊压机这种重载设备,拆装极为复杂,消耗大量人力,物力,运输维修周期长,延误开机时间,给企业造成极大损失,维修成本增加。
b:福世蓝高分子复合材料修复工艺:
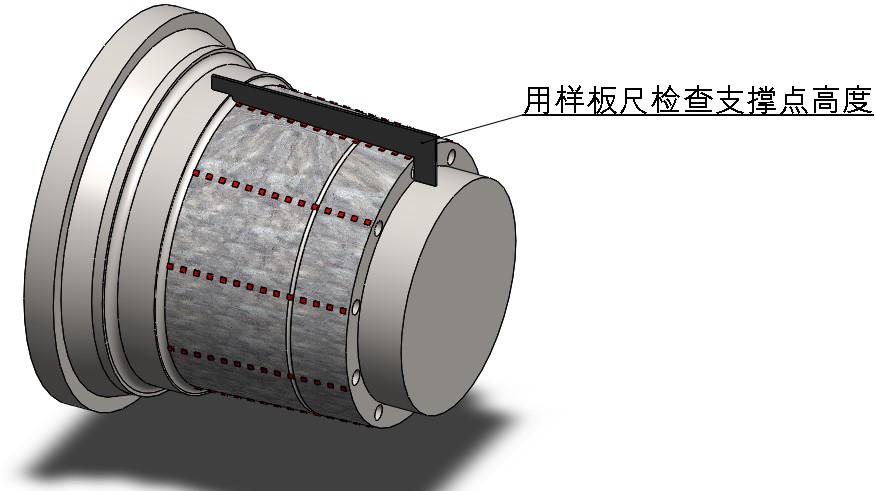
焊点定位法修复工艺示意图
利用高分子复合材料现场对磨损部位进行修复,在保证修复精度和满足安装要求的基础上,无需对设备进行大量拆卸,修复周期短,
修复依据配合关系根据现场拆装条件,选取焊点定位支撑工艺或是模具成型修复工艺进行在线修复工艺,
保证预紧量、同心度、轴承游隙等重要安装参数,实现高分子复合材料恢复设备尺寸的目的,再造轴承位,修旧利废。
高分子复合材料,其具有超强的粘着力,优异的抗压强度以及优良的可塑性等综合性能,可免拆卸免机加工。既无补焊热应力影响,修复厚度也不受限制,同时具有金属材料不具备的退让性,可吸收设备的冲击震动,避免再次磨损的可能,并大大延长设备部件的使用寿命,为企业节省大量的停机时间。
四、复合材料针对辊压机轴承位磨损修复的总结
福世蓝技术充分利用高分子复合材料的综合性能,定制针对性的修复方案和严谨科学的实施修复方案,改变了用户的传统修复手段,实现了现场短时间的修复难题,保证了设备的正常运行,工艺简便、费用低廉,实现了生产成本的合理控制。
审核编辑:汤梓红
-
辊压机轴承位磨损,换个维修方式解决,操作简单效果更好2024-07-09 1295
-
水泥辊压机轴承位磨损修复方法2024-03-15 753
-
辊压机轴承位磨损修复2024-03-01 645
-
修复辊压机轴承位磨损技巧2024-01-19 683
-
如何修复辊压机轴承位磨损的2024-01-12 527
-
辊压机轴承位磨损主要原因2024-01-10 686
-
修复辊压机轴承位磨损的过程2024-01-03 696
-
如何修复辊压机轴承位磨损2023-12-26 660
-
辊压机轴承位磨损如何修复2021-07-28 1122
-
辊压机轴承位磨损原因及修复方法2021-06-09 1458
全部0条评论

快来发表一下你的评论吧 !
