

DURRE电伺服电动胶枪结构分析
描述
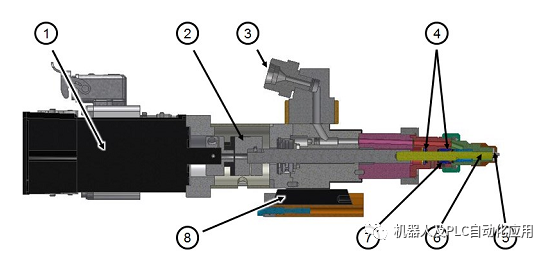
(1) 自带一体化变压器的伺服电机
(2) 耦合
(3) 物料进入
(4) 密封件
(5) 枪嘴
(6) 阀针
(7) 套筒
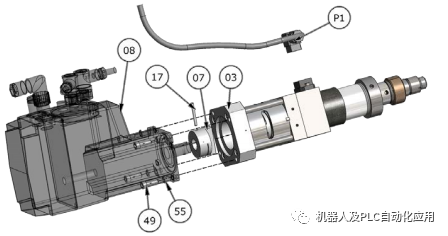
(8) 可调的系统连接板
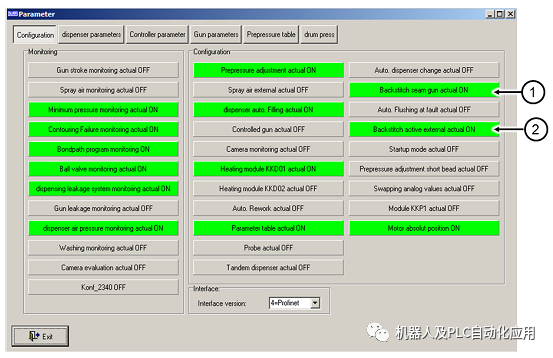
连续短胶胶枪必须的在“系统配置”菜单里激活。
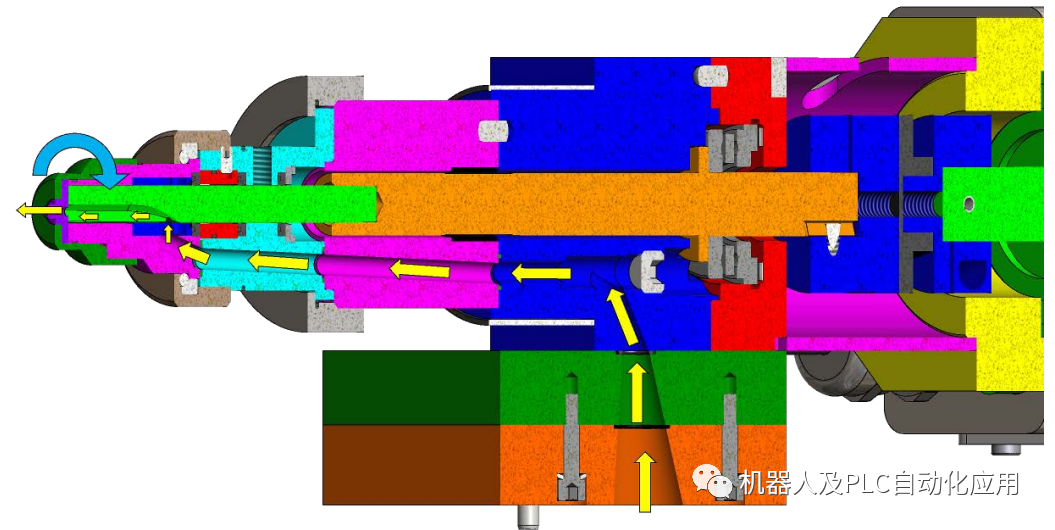
材料流=打开 参见黄色箭头
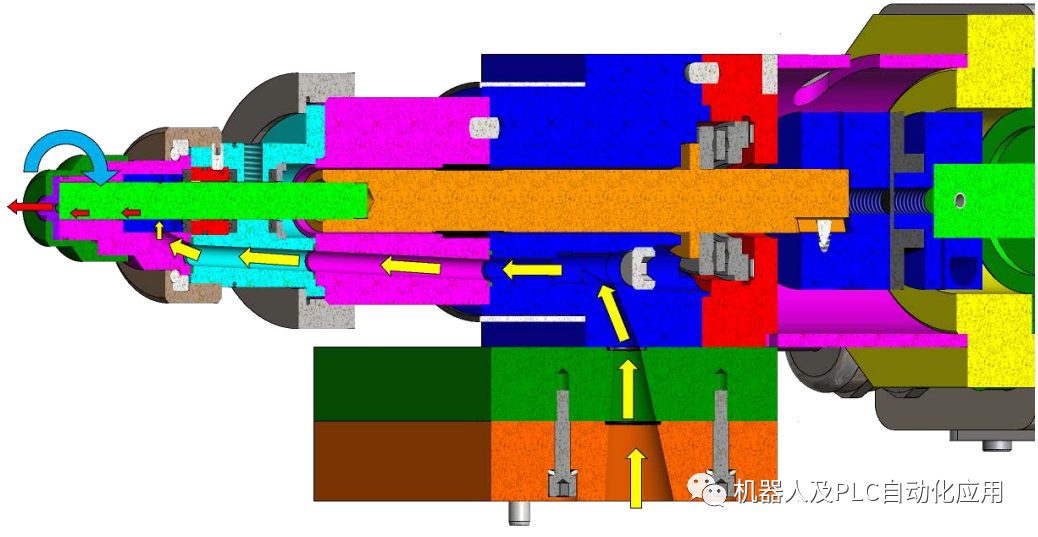
材料流=关闭 参见红色箭头
安装阀针
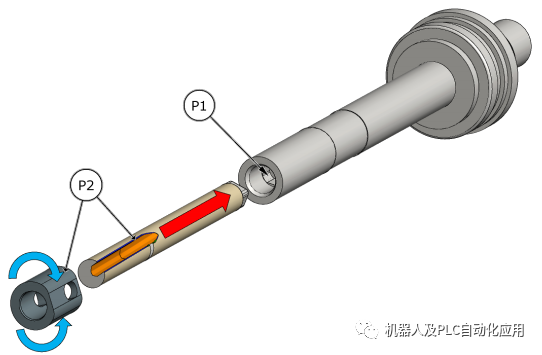
P1 = 检查适合度
P2 = 检查适合度
检查带轴套的阀针和轴的灵活性和和适度!!!
安装喷涂头
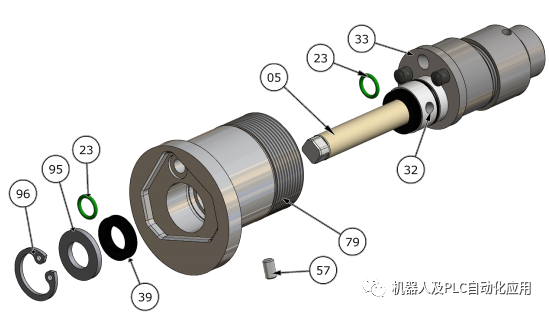
将U 型密封圈( 位置39)与垫圈(位置95)一同置入中间零件组件(位置79)中。将保险环(位置96)置入中间零件组件(位置79)的凹槽中,以固定垫圈(位置95)和U 型环(位置39)。
密封组件中的O 型环(位置23)将以规定的倾斜角度被放置与中间组件(位置79)中。
将平头螺栓(位置57)拧入中间零件组件(位置79),拧紧至它在轴套中顶到附加密封件(位置32)。然后向回转 ¼ 圈
密封组件中的第二个O 型环(位置23)将以规定的倾斜角度被放置与中间组件(位置79)中。

箭头方向 = 压力方向
组装端喷缝喷涂头 1 ,2
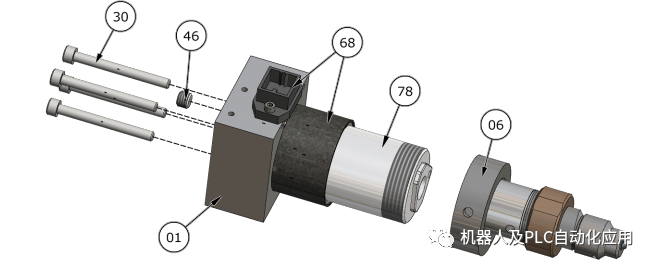
轴,联轴器和壳体安装
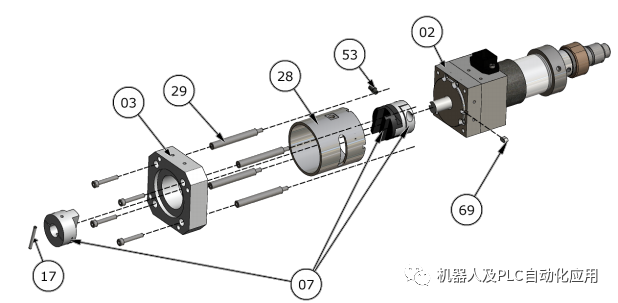
将扭转刚性联轴器(位置07)推至 缩短轴(位置04) 并旋转至:带有销钉(位置53)的螺纹销位于缩短轴的槽口上。
将联轴器插入发动机并以加紧套筒(位置17)固定。将延长部分(位置29)拧入平衡垫圈(位置02)的轴壳。将管道(位置28)插入平衡垫圈(位置02)的轴壳中匹配件(位置69)的上方。管道(位置28)中的长孔必须按图片所示对准。用圆柱螺栓(位置13)将适配法兰(位置03)拧在延长段(位置29)上。
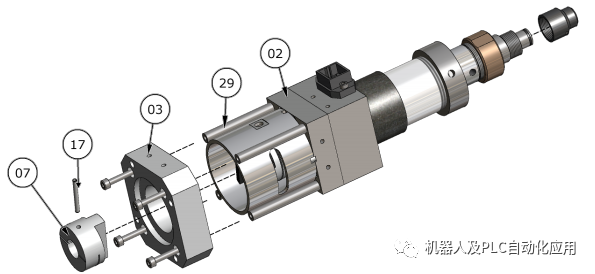
已拧上的延长段(位置29)的平衡垫圈(位置02)轴壳。
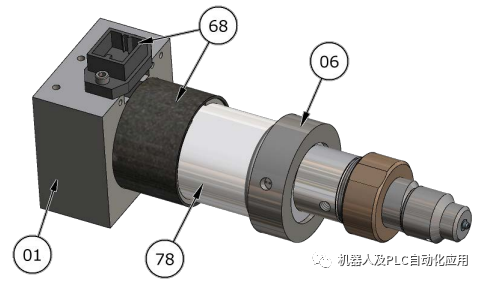
检查阀针间隙
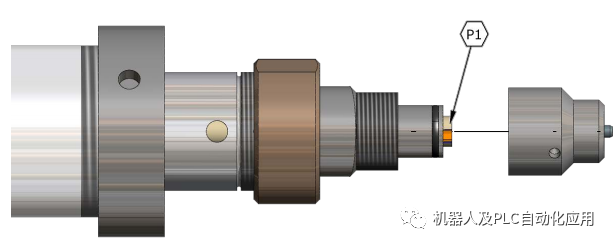
检查阀针间隙:
在从配有喷芯(位置21)的 L10014059 中拧下接收组件(位置34)前,必须检查阀针的轴向间隙是否为 0.5- 2mm。必须用轴向方向的轻微压力检查间隙。带引导基座(位置05)的阀针可如图中 P1 所示向外探出 4mm。之后可将接收组件(位置34)和喷芯(位置21)拧下。由此带引导基座的阀针(位置05)将被推至结束位置。
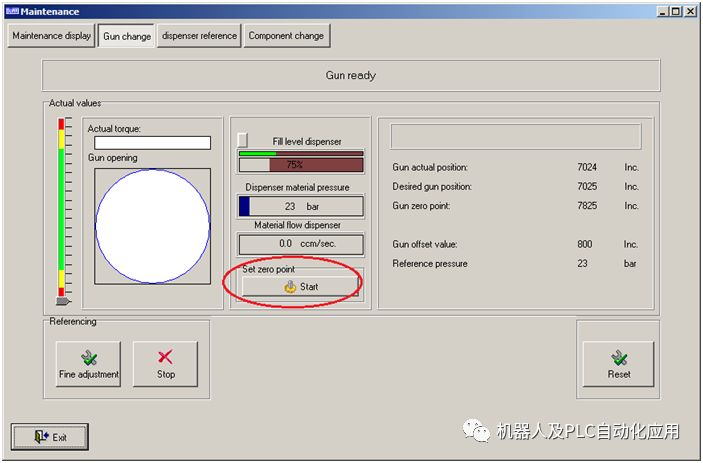
喷枪更换
审核编辑 :李倩
-
传统普通扫码枪与RFID扫描枪对比分析2025-11-19 1615
-
直流伺服电动机的分类和结构2025-01-07 2555
-
伺服电缸和伺服压机区别 伺服电缸能取代液压油缸吗2024-01-26 2330
-
伺服电动缸选型要点和计算2023-08-23 4894
-
永磁伺服电动机优点是什么?2023-03-21 1851
-
伺服电动机的结构、特点及调试方法2022-10-26 4770
-
什么是结构胶?结构胶和耐候胶有什么区别?2022-07-19 15080
-
看看电动牙刷的结构分析案例2021-09-13 4178
-
基于Ansoft的永磁交流伺服电动机转矩波动分析2021-08-31 1389
-
交流伺服电动机的结构和工作原理2021-08-02 12500
-
直流伺服电动机是指什么?直流伺服电动机的结构可分为哪几类?2021-07-13 7968
-
螺旋胶喷涂之胶枪结构分析2020-06-30 5292
-
热风枪内部结构_热风枪工作原理介绍2018-02-05 123875
-
伺服电动机的应用2008-11-19 1710
全部0条评论

快来发表一下你的评论吧 !
