

几种常用的载体和芯片的装配和返修工艺
描述
摘 要:
微波组件的调试工艺特殊复杂,尤其在微组装部分,载体及芯片会频繁地返修更换。主要介绍了几种常用的载体和芯片的装配及返修工艺,验证了粘接或烧结的芯片及载体的剪切强度是否满足GJB548中方法2019的相关要求,对比了使用的几种导电胶及焊料装配后的剪切强度。结果表明:使用导电胶粘接的芯片及载体,可反复进行返修,剪切强度无明显变化;采用烧结工艺的芯片及载体,可满足一次返修,超过两次返修后,焊接表面氧化严重,剪切强度有明显下降。
引言
随着微波多芯片组件在现代军民用领域应用的日益扩大,微波组件不断向小型化、高密度、高可靠和高性能的方向发展,对微波组件的装配及调试工艺提出了更高的要求。目前,大量的微波组件采用混装工艺,既有印制板或软基板的焊接、大量表贴器件及封装模块的回流焊接、绝缘子连接器的电气互联等电装工艺,又有芯片及片式电容的粘接或共晶、载体(或称为垫片、热沉、衬底等)或共晶载体的粘接或低温烧结、金丝(带)键合和芯片倒装焊接等微组装工艺,同时大量采用了激光封焊等气密封装技术 ,具有多个温度梯度的烧结或粘接。大量密集芯片及载体的装配,微组装部分容易受到电装焊接的污染等特点,同时还存在难以察觉的失效隐患故障,试验条件严苛。因此在微波组件装配与调试中设立了自检、互检、专检的工位,在工艺设计时充分考虑温度梯度的可实施性及返修的可行性,在调试时采用多种手段,严格按照相关程序文件进行。
针对微波组件特殊复杂的维修工艺,文中主要从微组装的芯片及载体的维修工艺入手,研究其装配及返修工艺,验证粘接或烧结的芯片及载体的剪切强度是否满足GJB 548中方法2019的相关要求,并对比使用的几种导电胶及焊料装配后的剪切强度。
1 试验工艺与设备
1.1 装配及检测工艺设备
载体及芯片的粘接使用手动点胶机。点胶时间可调,范围为0.008~99.999 s。点胶压力可调,范围为0~0.69 MPa。配件为:5 ml针筒+27G透明色针头。使用参数为:时间0.1~3.0 s,压力0.21~0.28 MPa。
载体及芯片的共晶及低温烧结使用共晶焊接机。低温烧结时加热温度为160 ℃,芯片共晶时加热温度为280 ℃。
使用剪切力测试仪测量粘接或烧结的载体及芯片的剪切强度。
1.2 装配及返修用材料及工艺 对于载体的粘接,使用导电胶84-1A,固化参数为:170 ℃,30 min。对于芯片的粘接,使用导电胶H20E,固化参数为:150 ℃,30 min。
对于芯片的共晶焊接,使用Au80Sn20焊料进行焊接;对于载体或共晶载体的低温焊接,使用In80Pb15Ag5或Sn43Pb43Bi14材料。根据管壳大小设定加热温度,一般为焊料熔点上调10~20 ℃。
对于粘接的芯片及载体的返修,由于管壳中的温度梯度的限制,经过前期试验进行研究,使用H20E进行粘接,固化参数为100 ℃,150 min。
对于共晶的芯片进行返修时,一般将芯片及共晶的载体一并进行铲除,后使用H20E进行粘接,固化参数为100 ℃,150 min。
对于共晶载体的低温烧结,其返修工艺为加热到原先温度后,待焊料熔化后取出,并使用新的共晶载体进行替换。若存在不能承受此加热温度的器件或模块时,需在返修前将这些先拆除后再进行返修。
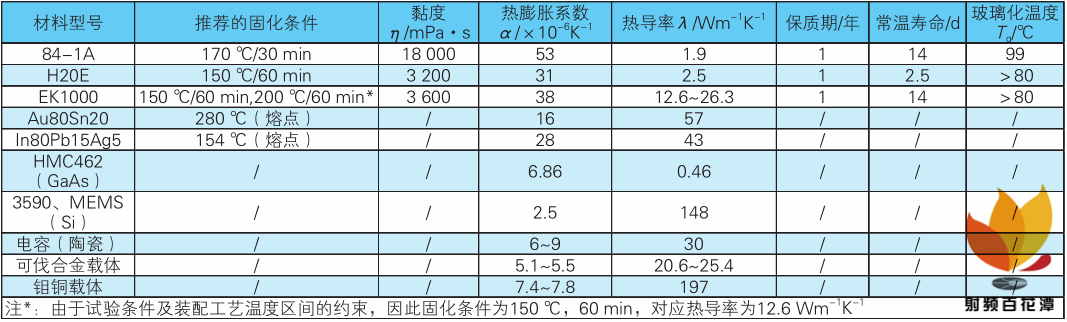
选用的导电胶有84-1A、H20E、EK1000三种常用导电胶;选用的焊料为Au80Sn20、In80Pb15Ag5;选用的载体有可伐、钼铜载体(Mo80Cu20);选用的芯片有HMC462(GaAs材料)、3590、Si基材料的微机电系统(MEMS)和芯片电容(陶瓷材料)。为保证热膨胀系数尽量接近的原则,Si基芯片使用可伐合金载体,而GaAs、陶瓷的芯片使用钼铜载体。材料及相关参数见表1。
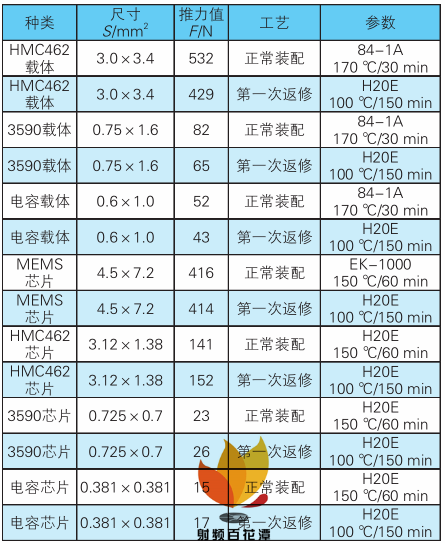
表1 导电胶/焊料/芯片/载体参数
2 试验结果及分析
2.1 导电胶粘接装配及返修工艺
使用20 mm×20 mm×2 mm的铝合金垫块模拟管壳进行试验,垫块表面镀银处理。使用手动点胶机进行载体的粘接,点胶量及粘接效果如图1所示。
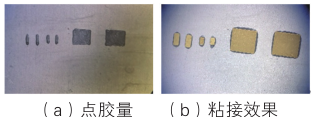
图1 载体粘接图
对于需要载体安装的芯片,其粘接工艺为先将载体粘接到管壳内,后粘接芯片。对于无需装配载体的芯片,如MEMS滤波器,由于其芯片的特殊性,直接将芯片粘接到管壳内,为保证其散热性能,使用EK1000导电胶进行粘接,粘接效果如图2所示。
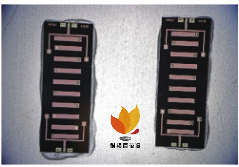
图2 MEMS粘接效果图
导电胶固化完成后,使用剪切力测试仪测量其剪切强度。测试方法及结果如图3所示。将推刀贴近但不接触垫块及被测样品,后进行测量,待样品被推刀推断后自动读出数据。
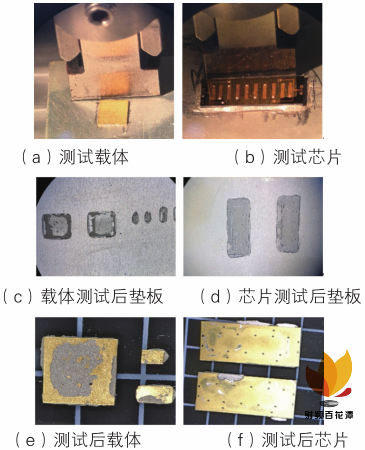
图3 剪切力测试
对载体及芯片完成推拉力试验后,将垫板上残余的导电胶拆除平整后,重新使用H20E导电胶粘接,固化参数为100 ℃,150 min。铲除后的垫板表面如图4所示。
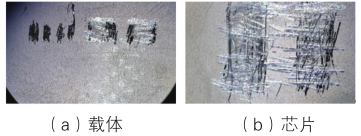
图4 去除导电胶后的垫板表面
重新粘接固化完成后,使用剪切力测试仪进行测量其剪切强度。测试结果如图5所示。推拉力试验测试的数据见表2。
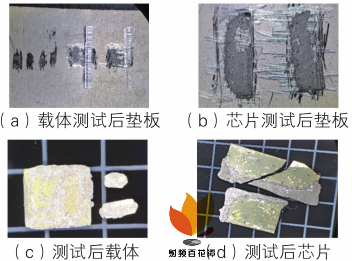
图5 返修后载体及芯片背面 表2 推拉力测试结果
针对GJB 548B-2005中2019 芯片剪切强度的失效判据,对测试样品尺寸( S )和强度( F )的对应关系为:
1) S >4.13 mm 2 , F >50 N;
2)0.32 mm 2 ≤ S ≤4.13 mm 2 , F >12.14 S -0.14(N);
3) S <0.32 mm 2 , F >12 N。
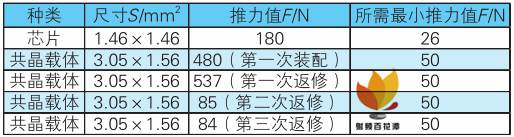
根据以上对应关系,得出试验样品与所需最小推力值,具体见表3。
表3 样品与最小推力值关系
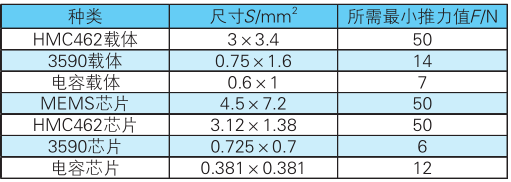
由表3可知,试验中样品的剪切强度均远远高于GJB 548B中规定的最小承受应力值。在载体粘接方面,大面积载体粘接的剪切强度可达到最小规定值的10倍以上。且由于导电胶及固化温度的限制,返修后的粘接强度无法达到第一次装配的强度,只能达到第一次正常装配的80%左右的强度。从推拉力后的载体背面观察,第一次正常装配后,载体表面胶量较小,小面积的载体尤为明显,胶量残留只有10%左右的面积。而返修后的载体,胶量残留可达到80%以上,分析认为这与返修时对表面进行了清理,增加了表面粗糙度有关。对于MEMS芯片的剪切强度,正常装配与返修后的芯片剪切强度差距不大,分析认为这与两种导电胶在这两种固化温度下的粘接强度有关。对于芯片的剪切强度,由于芯片材料很脆,因此剪切强度较低,远远小于载体的剪切强度。经过一次返修后芯片的剪切强度,比第一次粘接的芯片强度略高,约为10%。分析认为,返修时对表面进行了清理,增加了表面粗糙度,以及低温长时间的固化可能比正常装配时的导电 胶的粘接强度略高。对上述材料进行多次维修,并进行推拉力测试,结果发现与第一次返修的剪切强度无明显差别。
2.2 焊料烧结装配及返修工艺
芯片共晶及载体烧结工艺为:先使用AuSn焊料将芯片共晶到载体上,再使用In80Pb15Ag5焊料将共晶载体烧结到管壳上。芯片共晶及载体烧结后的返修工艺为:加热台加热管壳,待In80Pb15Ag5焊料熔化后将共晶载体取出,重新共晶芯片到载体后,用In80Pb15Ag5焊料焊接共晶载体到管壳上。装配及返修效果如图6所示。图6(a)左侧为共晶载体的烧结,右侧为载体的烧结。图6(b)为两次返修后拆除载体的垫板表面,中间区域为烧结区域。
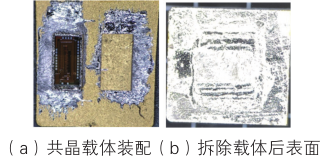
图6 芯片及载体烧结图
对共晶芯片及载体的推拉力试验结果见表4。
表4 烧结芯片及载体推拉力测试结果
可以看出,共晶芯片及共晶载体(正常装配及返修后)的剪切强度满足GJB 548B的要求,其中正常装配下的共晶载体的剪切强度可达到标准值的9倍以上,且第一次返修后,强度可比第一次的剪切强度提高10%左右。但经过多次返修后,从图6(b)中可看出,垫板表面的附着焊锡出现较为严重的氧化现象,表面焊锡发灰白状,不光亮,难以去除,剪切强度呈明显下降趋势,只能达到前期强度的17%左右。
通过上述试验,得出所选材料的剪切强度为:
In80Pb15Ag5>Au80Sn20>84-1A>H20E>EK-1000。
3 结束语
主要介绍了几种常用的载体和芯片的装配和返修工艺,以及选用的几种烧结及粘接的材料,验证了粘接或烧结的芯片及载体的剪切强度可完全满足按照GJB 548方法2019的相关要求,但烧结载体在2次返修后强度会发生明显下降。对比使用的几种导电胶及焊料装配后的剪切强度:In80Pb15Ag5>Au80Sn20>84-1A>H20E>EK-1000。(参考文献略)
-
PCBA修板与返修的工艺要点全解析2024-04-01 1795
-
底部填充胶的返修工艺步骤有哪些?如何返修BGA芯片?2023-07-31 2998
-
玩转电机装配关键工艺分析—压装工艺2023-03-08 2400
-
晶圆级CSP对返修设备的要求是什么?返修工艺包括哪几个步骤?2021-04-25 1934
-
多层堆叠装配的返修流程是怎么样的2021-04-08 1283
-
PCBA返修工艺目的以及如何判断需要返修的焊点2020-10-27 1893
-
芯片返修的必要性?2020-05-09 3031
-
SMT贴片加工厂中的返修工艺2020-04-04 3890
-
玩转电机装配压装工艺分析2018-10-11 4518
-
PoP的SMT工艺返修工艺过程2018-09-06 2565
-
PCB板返修要注意什么_印制电路板返修的关键工艺_华强PCB2018-01-24 4337
-
电子产品工艺与装配技能实训2012-06-06 7258
-
芯片级封装器件返修工艺2012-01-09 1246
-
晶圆级CSP的返修工艺2009-11-20 779
全部0条评论

快来发表一下你的评论吧 !
