

机械设备振动监测和故障诊断的基础
今日头条
描述
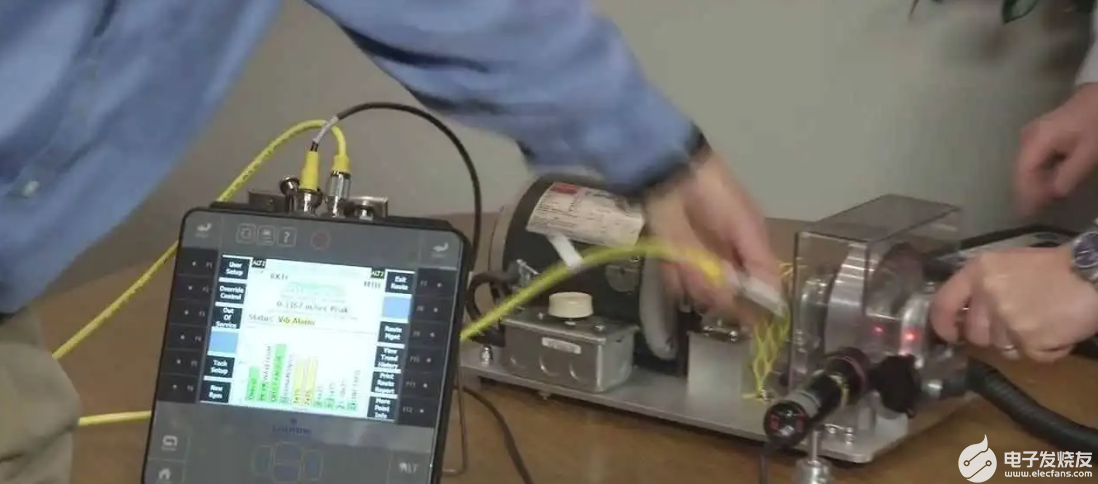
目前,在工业领域里煤炭、电力、化工及机械制造等行业中工业电机、风机、空压机、冲压机、水泵、数控机床、工程机械等设备被广泛使用,在机械设备运行过程中,设备振动信号承载着设备的状态信息,蕴含了丰富的设备异常或者故障的信息,可以说振动特征是设备运行状态好坏的重要标志。运维检测行业中由于依靠人工点检,工作人员在噪音、粉尘、强干扰的恶劣环境中无法长时间监测设备运行数据,设备因轴承磨损和不平衡造成带伤工作无法被及时发现,导致机械故障频繁发生,造成非预期停产,从而给企业带来巨大损失。因此,基于振动信号的故障监测在设备诊断领域中是一种极为可靠有效的实施办法。
什么是机械振动?
指物体围绕其平衡位置附近来回摆动并随时间变化的一种运动,是机械系统对激励的响应。振动的强弱用振动量来衡量,振动量可以是振动体的位移、速度或加速度。机械振动有不同的分类方法.按产生振动的原因可分为自由振动、受迫振动和自激振动。
为什么要机器振动分析?
在机器振动的机械振动方面,振动分析是一项非常重要的技术。它是基于机器振动信号所提供的高信息内容,它是机器状态的指示器,用于故障诊断。振动分析在预测维修程序中的基础,广泛应用于机械零件如轴承、轴、联轴器、转子、电机等的早期和严重故障的检测和监测等。
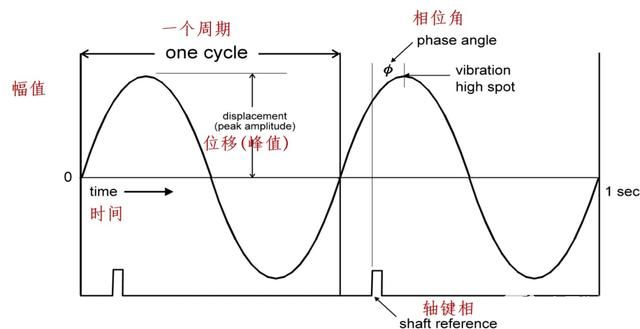
描述机械振动的三个基本要素是振辐、频率和相位,简称振动的三要素。
■ 振动幅值,简称振幅,是描述振体偏离其平衡位置大小的物理量。振幅反映了设备振动的强弱。在振动简易诊断中,常常用振幅的大小作为判断设备运行状态的依据。在振动精密诊断中,寻找振幅的频率成分,是判断设备故障部位的主要工作。在振动测量中,振动的幅值一般用峰值、有效值或平均值来度量振动的量级。
■ 振动频率是指单位时间内振动的次数。在机械设备中,每一个运动着的零部件都有其特定的固有频率和振动频率。我们可以通过分析设备的频率特征来判断设备的工作状态。若不了解设备的结构和运动零部件的振动頻率,就不能确切地判断设备的故障。因此,设备振动頻率的计算和特征频率的检测,是故障诊断工作的重要环节。
■ 振动相位是指在任意时刻,振体所处的位置。在振动的合成中可以看到,相同的振动,若相位不同,能合成为不同的振动。在故障诊断中,设备振动相位的变化,往往反映一些特定的故障。相位的检测和分析,可用于振型测量、谐波分析,以及设备动平衡的测定等。
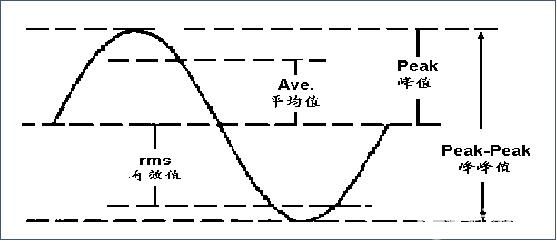
机械振动的峰值、有效值、峰峰值、平均值之间的关系是什么呢?
以常见的机械振动—简谐振动为例说明,有效值=0.707X 峰值=1.11X 平均值,峰值=1.414X 有效值=1.57X平均值,平均值=0.637X 峰值=0.90X 有效值,峰峰值=2X峰值。
振幅分别用振动位移、振动速度、振动加速度值加以描述、度量,三者相互之间可以通过微分或积分进行换算。在振动测量中,除特别注明外,习惯上振动位移的量值为峰峰值,单位是微米[μm]或毫米[mm];振动速度的量值为有效值(均方根值),单位是毫米/秒[mm/s];振动加速度的量值是单峰值,单位是米/秒平方[m/s2]或重力加速度[g]。
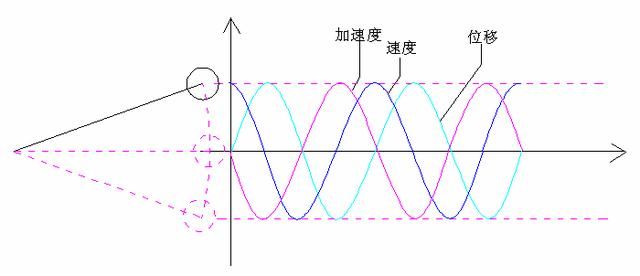
振动位移、速度、加速度之间又是什么关系?

加速度都是同频率的简谐波,三者的幅值依次为A、Aω、A,在相位上,加速度领先速度90°,速度领先位移90°,如下图所示
机械设备振动监测和故障诊断的基础
高质量的数据是机械设备振动监测和故障诊断成功的基础。如何获得稳定、高质量的、有效的振动数据,其取决于测量位置的选择、机器和测点的识别、测量参数的正确选择、正确合适的测量技巧、传感器的正确和稳定安装。
01、测量位置的选择
尽量靠近轴承;数据采集的三个方向必须选择刚性良好处;对低速重负荷轴承,在负载区域设置采集点;安全第一,必要时安装固定传感器;水平方向尽量接近水平轴线;垂直方向尽量接近垂直轴线;轴向与轴平行,每次在相同位置,如3:00, 9:00;对泵,不要将密封位置误认为轴承;不要在基座或基础上测取轴承数据;不要将测量位置放在薄板上,如电机端罩。
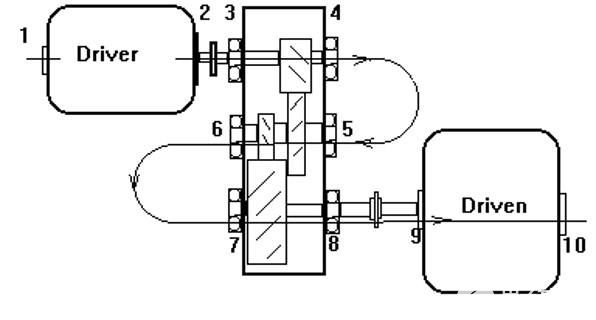
02、机器和测点识别
制定机器和测点命名规则, 并保持一致;从电动机外端轴承开始,到被驱动机器外端轴承结束;对每台机器画一个图,注明测量位置,包括结构参数和运行参数范围,测点命名顺序如下图所示。
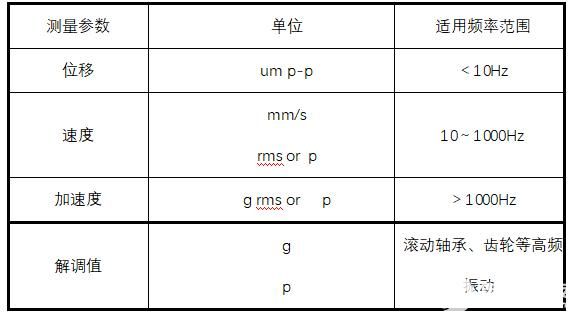
03、测量参数的正确选择
测量参数的正确选择,以机器的常见故障和关键部件为出发点,根据不同设备选择不同的测量参数,产生宽频带振动的设备可有多个设置参数,具体的应用如下表所示。
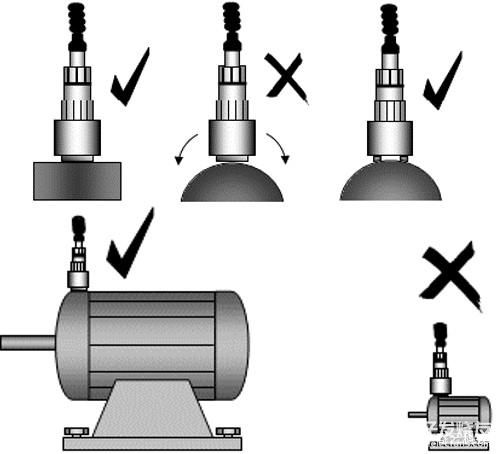
04、正确合适的测量技巧
不要使传感器晃动或滑动;手持式测量时施加稳定的手力;磁场和电磁波可能影响数据采集器和传感器;不要使用相对测量位置太大的传感器或磁力太强影响机器运行;对低于300CPM的测量,不要使电缆晃动;在采集数据前使信号稳定(一般5至6秒);使振动幅值在仪器测量范围1/3以上;使用数据采集器的现场检查功能纪录观察的信息,侧脸技巧如下图所示。
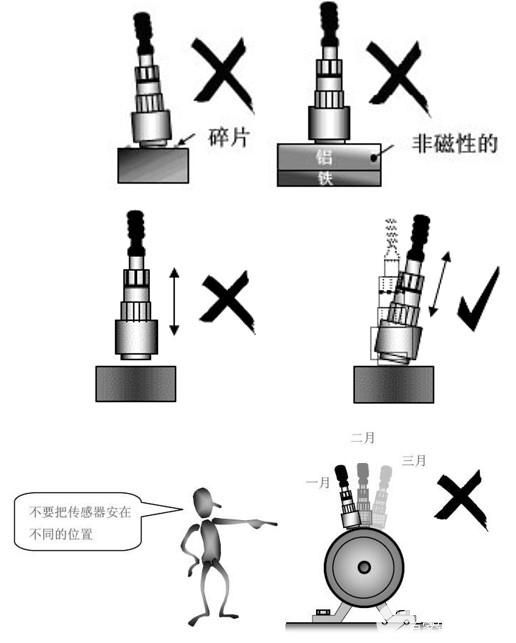
05、传感器的正确和稳定安装
在曲面上测量要进行处理或使用V槽磁座;确保传感器和磁座间的接触清洁而紧固;如果测量2000Hz以上的频率,去掉测量位置的油漆;如果安装固定垫或盘,粘结剂要有较好的传递特性和适当的厚度;保证测量表面清洁,安装示意图如下图所示。
图片来自网络
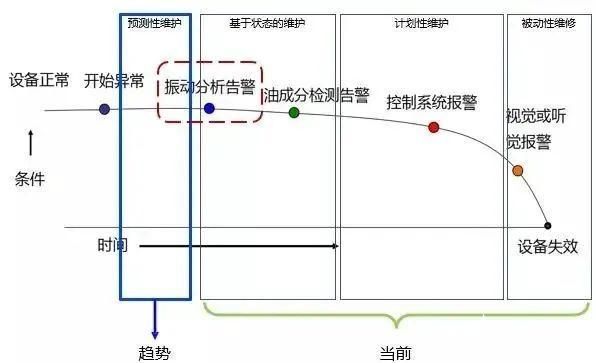
机械振动分析检测的主要手段
传统机械设备状态监测和故障诊断主要依靠人的分析,常用的振动监测分为离线监测和在线监测。
■ 离线监测:是为了消除振动故障而进行的诊断,这种诊断在时间要求上不那么紧迫,设备检维修人员和现场生产操作人员只需要定期测量、记录和跟踪设备状态,或当设备出现异常时,临时测量,最后对设备故障进行仔细的分析、讨论。
■ 在线监测:是对运行状态下的机组振动故障原因作出及时准确的诊断,以便运行人员作出纠正性操作,防止事故扩大。因此,在线诊断在诊断时间上要求相对比较紧迫,主要以专家诊断为主、计算机辅助的方式,故又称为专家诊断系统。系统的核心是专家经验,主要用于大型旋转机器和关键设备,如汽轮发电机组、水轮发电机组、大型风机、压缩机、泵类等轴承或轴振动的连续监测、超限报警、故障诊断、事故追忆等。
故障诊断专家利用平台提供的时域分析、频域分析、包络分析、趋势分析、瀑布图等分析手段,结合自身对故障理论的理解和设备当前实际状态,给现场工作人员提供一个合理的维修维保建议,从而保障设备连续可靠地运转。
由于工业界生产效率的提高,同时对生产安全也重视起来,为了避免由于非预期设计振动造成相应损失,机械设备的振动监控的重要性也日益加强。
而振动频率分析仪是对机械振动监控的重要仪器设备。其通过相应处理技术,得到振动信号的相应频率信息,从而帮助监控人员判断目前设备的运行情况,达到对机械振动进行有效监控的目的。为了避免机械设备异常振动所带来的故障及损失是不可估量的,所以对工业机械设备做振动分析是非常有必要的!
可用于机电测试故障诊断的采集卡有:





新超仁达 USB-2406
审核编辑:汤梓红
-
基于labview的轴承故障诊断与健康监测2024-03-18 6061
-
LabVIEW在齿轮箱故障诊断中的应用2023-12-25 4137
-
故障诊断的含义及工作原理2021-09-17 2456
-
基于LabVIEW振动信号的旋转机械故障诊断系统2020-11-23 2383
-
你应该知道的机械设备故障诊断与监测技术2020-07-11 4586
-
振动诊断技术在钻井泵故障诊断中有怎么样的作用和应用2020-01-06 1443
-
基于振动信号的机械设备故障监测实现步骤2019-06-29 14451
-
海水马达振动分析和故障诊断2018-03-05 1302
-
旋转机械设备智能故障诊断方法的研究_谭巨兴2016-04-25 932
-
振动筛分设备机械故障诊断技术测试系统调试中出现的问题2014-01-09 3614
-
机械设备状态监测和故障诊断技术2011-07-22 987
-
CBR在机械设备故障诊断系统中的应用2011-05-03 1102
-
机械设备故障诊断技术及方法2011-02-14 2734
-
机械设备故障诊断专家系统的构建2009-09-15 893
全部0条评论

快来发表一下你的评论吧 !
