

波峰焊焊接温度曲线设置要求
今日头条
描述
波峰焊焊接温度设置基于所有助焊剂、PCB、组件和焊料的差异。助焊剂和焊料必须与PCB和元件相匹配,以达到完美的焊接效果。在波峰焊焊接温度的焊接过程中,制定相应的工艺曲线是保证焊接质量管理的重要保证。下面晋力达给大家详细讲解波峰焊焊接温度曲线的必要满足条件以下就是;
1、预热的温度:
这个温度必须满足助焊剂的活性温度和PCB元件的温度。温度过低,容易导致连续焊接短路。如果没有达到阻焊的活化温度,就会出现虚焊等不良现象。所以在制作无铅富焊料时,要选择阻焊剂,阻焊剂必须与PCB、焊料、元器件相匹配。(无铅预热温度一般为80-125℃。此参数仅供参考,以助焊剂供应商为准,但必须满足自身PCB焊接要求);
2、电路板热补偿温度:
无铅焊接一般要求预热温度不低于20℃。温度下降太多容易导致连续焊接。尽量确保不会出现温度下降(适当增加热补偿设置);
3、波峰焊连接温度:
不同的焊料需要不同的温度(比如锡铜焊料的温度高于锡、银、铜、锡)。无铅焊料一般在230℃以上。此参数仅供参考,以焊料供应商提供的要求为准。)温度太低会导致连焊现象,通孔板不透锡,而温度太高会导致烧板现象,如PCB气泡,PCB表面锡变形严重。选择的焊接温度必须与板的耐热温度相匹配;
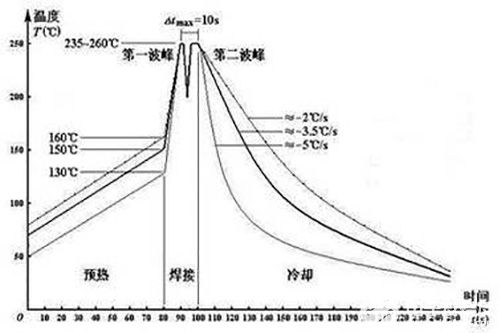
4、高峰期的温度下降:
不含铅不要降到200℃。如果热补偿温度或两个峰值之间的温降过高,元器件容易受到热冲击而损坏,同时PCB也会受到热应力的影响,导致板上电路断路。尽量保证温降在20℃以内。如果温度下降太多,可以考虑增加预热区的温度设定,加快运输速度或调整导轨角度等;
5、两点之间的时间波峰焊:
一般无铅焊接需要3-5S。作为无载体的插入式焊接,可以不考虑整流波的开口,直接通过平波。时间过短会出现连焊、不透明焊、虚焊、球焊等现象。时间过长会出现焊锡不全、虚焊、烧板、变形、元器件损坏等现象。如果时间太短,可以降低输送速度和预热温度;如果时间太短,则相反;
6、波峰焊冷却斜率:
铅通常低于4℃/秒,无铅通常低于6℃/秒。这取决于特定板和部件热特性;
关于以上解答文章,如果您还有其它疑问可以咨询我们晋力达,我们有的工程师为您解答;
审核编辑:汤梓红
-
什么是波峰焊?波峰焊接缺陷原因分析及对策2024-01-15 2852
-
波峰焊的推荐焊接条件2023-05-11 654
-
波峰焊连接过程设置和温度曲线参数控制要求2022-06-10 10484
-
波峰焊温度一般设置多少 峰焊温度过高会怎样2022-05-19 12986
-
无铅波峰焊温度设置规范及建议2022-04-16 7704
-
波峰焊的焊接温度一般要控制在多少范围之内2021-01-11 18033
-
单波峰焊接中PCBA温度特性介绍2020-06-11 1906
-
如何对波峰焊温度曲线测量参数进行有效控制2020-04-09 4772
-
一文知道波峰焊焊接工艺调试技巧2019-10-01 5758
-
波峰焊原理_波峰焊温度2019-04-29 10158
-
深圳smt贴片加工中波峰焊的温度控制2018-01-03 2664
-
波峰焊温度曲线图及温度控制标准介绍2017-12-20 52640
-
波峰焊接后产品虚焊的解决2017-06-29 5365
全部0条评论

快来发表一下你的评论吧 !
