

如何打印没有任何直接支撑情况下的斜坡零件
描述
导读:众所周知,3D打印具有“悬垂结构”的零件是很困难的,这是困扰所有FDM打印工程师的一个大问题:如何打印一个在没有任何直接支撑情况下的斜坡零件(悬垂结构)?这是一个老生常谈的问题。
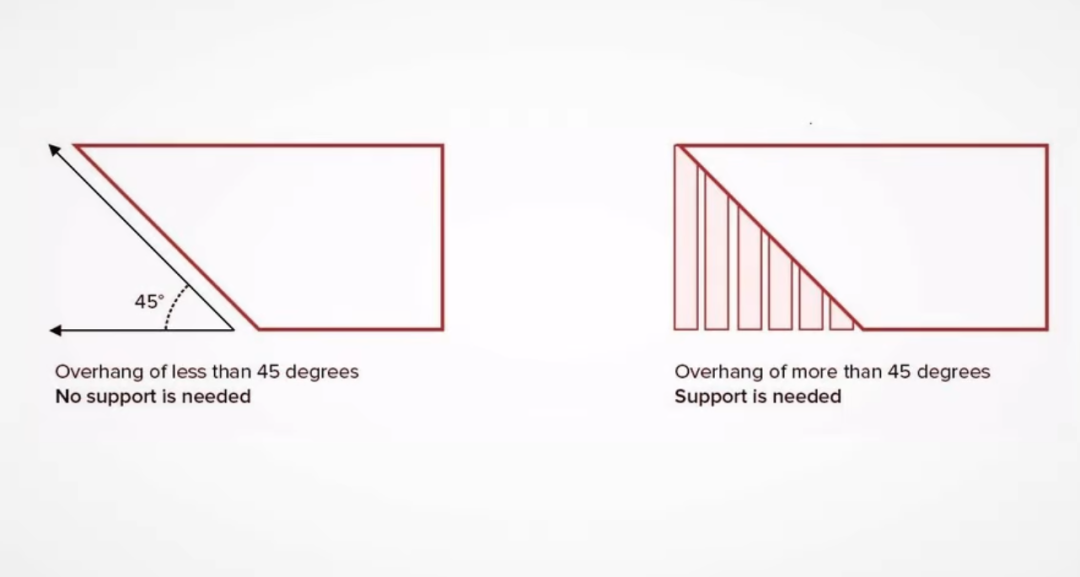
△小于 45° 的悬垂通常可以安全打印当打印斜坡的底部时,如上图所示,随后的每一层都必须稍微超出前一层。这就引发了一些问题:一些塑料延伸到的空气中,重力将开始将其拉下。45°规则是理解悬垂打印的最快捷的方法。该规则认为小于或等于 45° 的斜率可以打印,比45°大的斜率要加支撑。支撑并不是一个很理想的解决方法,因为它们会损坏打印件、增加打印时间并消耗多余的材料消耗,甚至限制可打印的几何形状(例如内腔)。为了解决打印悬垂结构困难的问题,南极熊整理了一些方法,快来看看吧!上文提到的45°规则是一个指导方针。在实际应用中,对于大多数现代打印机来说,它是一种较为“保守”的解决方案。随着冷却技术和切片软件的改进,FDM工程师能够准确、干净地产生陡峭悬垂的能力也在提高。
下面我们来思考一个问题:当打印一个太陡的悬垂时会发生什么?
1.下垂:这是塑料在凝固之前被重力“拉下”,人们最终会得到下垂的结构。
2.卷曲:这是塑料冷却不足并开始向上弯曲的地方。在打印模型时,打印的某些区域已经卷曲到喷嘴高度以上。打印完成后,会出现粗糙、不平整的表面,
那么到底如何避免上述的潜在问题呢?
1:干燥线材
△干燥和受潮线材的区别受潮线材是造成许多打印缺陷的一个重要原因。因为大多数FDM长丝是吸湿的,这些材料喜欢吸收水分,水分会对长丝造成严重破坏。作为塑料聚合物,细丝由串在一起的分子链制成。水分子会破坏这些链,破坏的塑料在打印时便会引起一系列问题。特别是对于悬垂结构,这种被破坏的结构会加剧下垂的程度,降低表面粗糙度。
2:降低喷嘴温度
△并非所有材料都在相同的温度下工作
下垂和卷曲(也称为翘曲)都是由冷却不足引起的,所以可以尝试降低喷嘴温度。通过降低温度,塑料会更快地固化,从而减少下垂和卷曲。所以,打印的原则可以概括为:在确保足够强度的同时保持尽可能低的温度,这会降低零件表面的粗糙度并提高悬垂质量。
3:降低打印速度
△打印太快会导致下垂就像降低喷嘴温度一样,降低打印速度可以提供更多时间来冷却材料。同时,较慢的流速可以减轻挤出机的压力,从而进一步降低喷嘴温度。如果只有小悬垂受到影响,可以考虑增加最小层时间(只是减慢较小的层)。如果这不起作用,可以尝试一次打印多个模型,让每一层有更多时间冷却。
通常,较慢的打印速度会提高打印质量。但打印速度不能太慢,尤其是在小层上,可能会导致热喷嘴停留时间过长,从而使局部温度上升。然而,在某些情况下,提高打印速度是可行的。这可以使材料被拉伸,增加张力,帮助打印件保持其形状。
4:加强冷却
△以高风扇速度(顶部)和风扇关闭(底部)打印的悬垂对于PLA,几乎没有“过冷”之类的东西,而对于ABS或PC等高温材料,则必须更加小心。如果使用100%的风扇速度也起不到作用,可以考虑更换风扇和风扇管道。要么选择使用泵,要么使用能送更多空气的高功率风扇。需要注意的是,如果您的风扇可以在大范围内提供强大的冷却效果,可以考虑提高打印速度。与之前的策略相反,这有助于通过将热端移开来避免过热,让风扇负责冷却塑料。
5:调整图层高度
△更精细的层高(左)使每个新层的突出更少悬垂是具有挑战性的,因为它们会悬挂在空中。这可以通过降低层高来减少这种“悬挂”。当打印斜坡时,实际上是在打印阶梯层(如上图所示)。在更精细的层高处,可以使得每一层伸出的长度更少,悬浮较少,下垂的可能性和程度就会更小。
△以 0.3 毫米层高打印的悬垂从另一方面考虑,较厚的层会更加坚硬,这就好比一张薄纸与一张厚卡片纸。在3D打印中,较厚的层可以更好地抵抗下垂,即使它们突出的更多。较厚层的另一个好处是它们有时可以对抗卷曲。虽然它们确实增加了所需的冷却量,但较厚的层可以帮助“按下”打印件以防止其抬起。最终,我们建议根据悬垂的具体形状以及打印的最终目标调整层高以选定最合适的层高。
6:调整 Shell 设置
△shell指的是填充物周围的墙壁“外壳”是指围打印物的墙壁。可以对以下参数进行一些调整:
●调整挤压宽度:较厚的挤压宽度更难冷却,但会增加与下层的重叠。调整此设置以找到一个最优值。
●优化墙壁打印顺序:大多数切片器都允许指定外壳的打印方式。理想情况下,先打印内墙,然后再打印外墙,这将帮助悬垂的路径更合理。
●增加外壳路径:通过增加外壳中的路径数量,可以增加每一层之间的重叠。外部路径也将有更多内部路径可以“保持”。
7.避免悬垂
避免悬垂可以通过多种方式完成:
●考虑悬垂设计:用倒角替换圆角或在悬垂下方放置合适结构以支撑悬垂。对于水平孔,可以使用“泪珠形状”以避免顶部下垂。
●切换方向:并非所有打印方向都是相同的。根据零件的具体形状,改变零件的定位方向,壁面悬垂。下图很好地说明了这一点:字母“T”和“E”需要在其原始方向上提供支撑,可以重新定位以彻底消除悬垂。
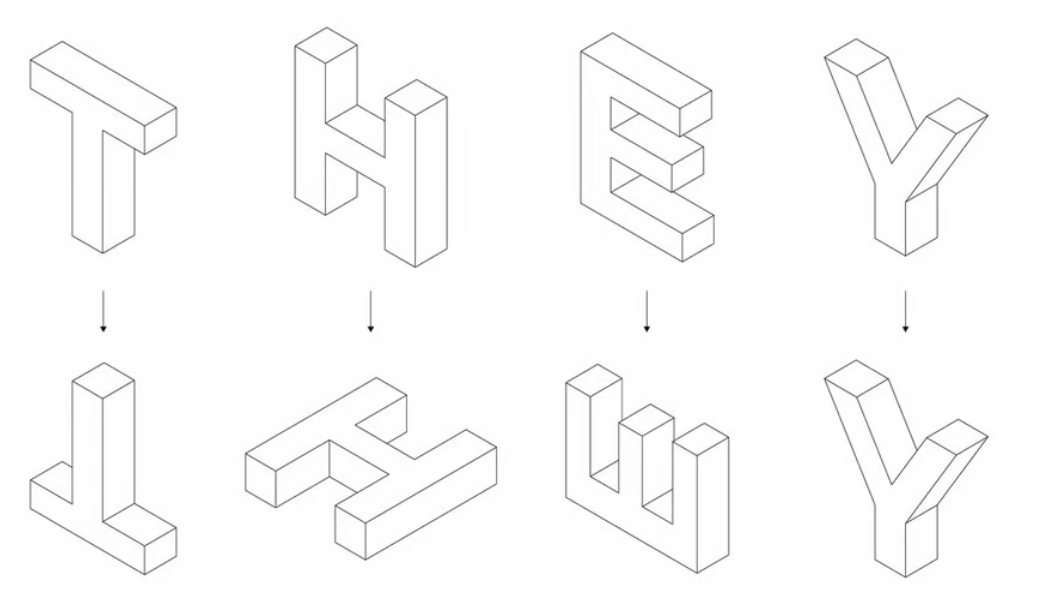
△零件重新定向以消除悬垂
●拆分模型: 有时,复杂模型的悬垂是不可避免的。这时候可以考虑将其拆分为多个零件。打印后,您只需将这些部分粘在一起即可!
●使用支撑:如果真的需要支撑,可以使用用可溶解的支撑材料,这些结构可以轻而易举被处理掉,不会影响零件的表面粗糙度。
原文标题:不加支撑!FDM 打印“悬垂结构”的小技巧
文章出处:【微信公众号:世界先进制造技术论坛】欢迎添加关注!文章转载请注明出处。
-
如何在COLLABORATION 3Dfindit中定义首选零件并管理零件编号2025-04-08 470
-
SMT零件数据自动生成2009-10-05 3830
-
零件封装知识2011-09-27 1544
-
Markforged发布Onyx One 可打印黑色碳复合材料零件2016-11-21 3449
-
Volvo CE计划以3D打印机器备用零件2018-04-18 1037
-
金属零件直接成型技术原理及加工软件系统的设计2019-05-03 4773
-
3d打印零件精度的影响2019-03-27 914
-
用铬铁烫下零件的操作方法和有哪些注意事项2020-05-09 4245
-
我们该如何修改和添加SolidWorks零件库中的零件2021-11-17 7630
-
模胚的结构零件介绍2021-11-26 3769
-
机械零件的使用要求表现2022-03-25 3146
-
识读零件图的基本步骤2022-08-11 12979
-
怎样在SolidWorks零件中插入其它零件进行布尔运算?2023-07-10 3253
-
金属3D打印零件品质受哪些因素影响2023-11-14 1541
-
3D打印汽车零部件建模设计3D打印服务2024-07-21 1953
全部0条评论

快来发表一下你的评论吧 !
