

你说的精度说对了吗?或者说严谨吗?
描述
我们天天与加工打交道,也常常提及精度,但是你说的精度说对了吗?或者说严谨吗?让我们一起来看一下吧!
加工精度是加工后零件表面的实际尺寸、形状、位置与图纸要求的理想几何参数的符合程度!理想的几何参数,对尺寸而言,就是平均尺寸;对形状而言,就是绝对的圆、圆柱、平面、锥面和直线等;对相互位置而言,就是绝对的平行、垂直、同轴、对称等。
1、尺寸精度
加工后零件的实际尺寸与零件尺寸的公差带中心的相符合程度。
2、形状精度
指加工后的零件表面的实际几何形状与理想的几何形状的相符合程度。
3、位置精度
指加工后零件有关表面之间的实际位置精度差别。
4、相互关系
通常在设计机器零件及规定零件加工精度时,应注意将形状误差控制在位置公差内,位置误差又应小于尺寸公差。即精密零件或零件重要表面,其形状精度要求应高于位置精度要求,位置精度要求应高于尺寸精度要求。
零件实际几何参数与理想几何参数的偏离数值称为加工误差。加工误差的大小反映了加工精度的高低。误差越大加工精度越低,误差越小加工精度越高。
一、加工精度简介
加工精度主要用于生产产品程度,加工精度与加工误差都是评价加工表面几何参数的术语。加工精度用公差等级衡量,等级值越小,其精度越高;加工误差用数值表示,数值越大,其误差越大。加工精度高,就是加工误差小,反之亦然。
公差等级从IT01,IT0,IT1,IT2,IT3至IT18一共有20个,其中IT01表示的话该零件加工精度最高的,IT18表示的话该零件加工精度是最低的 ,一般上IT7、IT8是加工精度中等级别。(我们推荐你关注“机械工程师”公众号,第一时间掌握干货知识、行业信息)
任何加工方法所得到的实际参数都不会绝对准确,从零件的功能看,只要加工误差在零件图要求的公差范围内,就认为保证了加工精度。
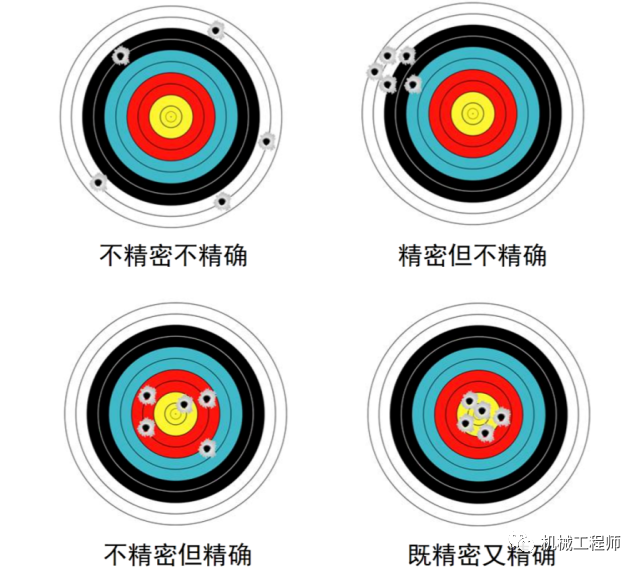
准确度和精密度的区别:
1、准确度
指得到的测定结果与真实值之间的接近程度。测量的准确度高,是指系统误差较小,这时测量数据的平均值偏离真值较少,但数据分散的情况,即偶然误差的大小不明确。
2、精密度
指使用同种备用样品进行重复测定所得到的结果之间的重现性、一致性。有可能精密度高,但精确度是不准确的。例如,使用1mm的长度进行测定得到的三个结果分别为1.051mm、1.053、1.052,虽然它们的精密度高,但却是不准确的。
准确度表示测量结果的正确性,精密度表示测量结果的重复性和重现性,精密度是准确度的前提条件。
二、提高加工精度方法
01
对工艺系统进行调整
1)试切法调整
通过试切—测量尺寸—调整刀具的吃刀量—走刀切削—再试切,如此反复直至达到所需尺寸。此法生产效率低,主要用于单件小批生产。
2)调整法
通过预先调整好机床、夹具、工件和刀具的相对位置获得所需尺寸。此法生产率高,主要用于大批大量生产。
0
减小机床误差
1)提高主轴部件的制造精度
应提高轴承的回转精度 :
①选用高精度的滚动轴承;
②采用高精度的多油锲动压轴承;
③采用高精度的静压轴承,
应提高与轴承相配件的精度:
①提高箱体支撑孔、主轴轴颈的加工精度;
②提高与轴承相配合表面的加工精度;
③测量及调节相应件的径向跳动范围,使误差补偿或相抵消。
2)对滚动轴承适当预紧
①可消除间隙;
②增加轴承刚度;
③均化滚动体误差。
0
减少传动链传动误差
1)传动件数少,传动链短,传动精度高;
2)采用降速传动,是保证传动精度的重要原则,且越接近末端的传动副,其传动比应越小;
3)末端件精度应高于其他传动件。
0
减小刀具磨损
在刀具尺寸磨损达到急剧磨损阶段前就必须重新磨刀。
审核编辑 :李倩
-
24位或者说高分辨率的AD到底有什么用呢?2025-01-07 527
-
求问MSP430有工程应用吗?或者说有没有发展前景?2015-09-18 4655
-
怎么判断一个产品有没有E1接口或者说E1接口是什么样的?2016-04-23 4542
-
Multisim仿真到底靠不靠谱?或者说在多大程度上靠谱?2017-03-28 15198
-
怎么把一个数字常量(字符串也行)转化为4位BCD码,,或者说转化为4位二进制2017-09-06 9364
-
是否可以分享下TMS320F2812PGFQ.OLB?就是TMS320F2812元件库或者说封装库或者说是CAD库?2018-06-06 3319
-
beaglebone black的emmc和LCD显示屏有关系吗?或者说u-boot和Lcd显示屏有关系吗2020-02-10 2925
-
请问Q2、Q3是什么组合电路,或者说这个组合电路的名称是什么?2020-06-01 2163
-
鸿蒙系统相比于android有哪些改进或者说创新?2020-09-28 1096
-
看图识开发板,说对了就送积分+发烧友会员VIP(豪气)~~~2021-05-27 11990
-
嵌入式技术需要学什么或者说掌握哪些能力2021-10-27 1352
-
高压电容补偿就是无功补偿或者说提升功率因数2023-08-25 1950
-
肖特基二极管,你真的用对了吗?2023-12-07 1463
-
IGBT和MOSFET该用谁?你选对了吗?2023-12-08 5893
全部0条评论

快来发表一下你的评论吧 !
