

浅聊一下测量领域中“圆度”的话题
描述
在制造业,曾经有人概算称,圆形的工件要比平的工件多,小到螺丝,螺母,垫片,再到气缸、轴承,圆形的应用度确实非常高。今天小编就和您浅聊一下测量领域中“圆度”的话题(参考标准:ISO/DIS 1101:2017, ISO 5459)。
“圆度”
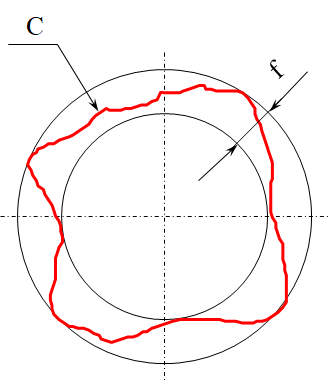
在JIS B0621-1984「形位偏差的定义及表示」中, 圆度被定义为「偏离了圆形形体的几何学上的正圆的大小」,
表示方法被记载为「圆度为圆形形体(C)被两个同心圆的几何上的圆相夹时,两个同心圆的间隔最小时用(f)表示两圆的半径差,圆度表示为mm或者μm。」
对于旋转的零部件而言,需要急切解决的问题通常是如何评估它们真实的圆“型”。这就要从“圆度公差”聊起了。
什么是“圆度公差”?
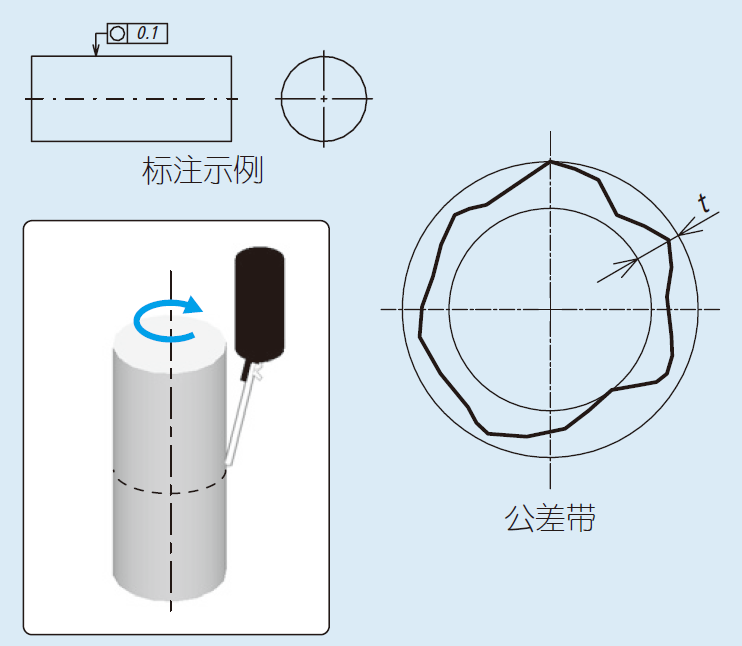
圆度公差带是指公差带在同一截面的2个同心圆之间。如下图,提取圆周应限定在半径之差为t的两个共面同心圆之间的公差带内。
为什么会产生圆度·圆柱度公差呢?通常有这些原因:
加工机械的震动引起的圆度・圆柱度不良
加工机械的旋转部分的劣化引起的圆度・圆柱度不良
中心孔的形状不良引起的圆度・圆柱度不良
无心磨床研磨时,由于前序加工的变形引起的圆度・圆柱度不良
环形部品的保持夹具或保持方法不当引起的加工物的歪变
切削工具的磨耗及安装不良、振动等引起的圆度不良
精加工后热处理引起的变形等
如何测量和评价圆度,都有哪些方法呢?
圆度的评价
圆度的评价方法有很多种,每种方法都有其各自的特点优势,通常我们会根据工件的需求进行选择……
简易测量方法,如:
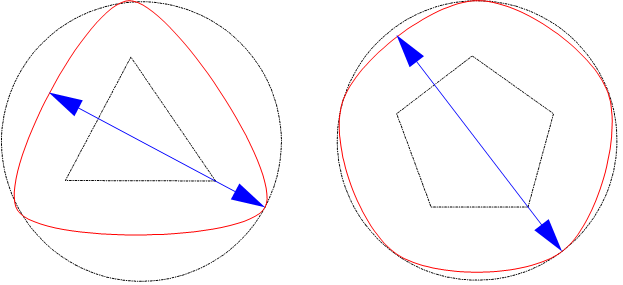
直径法
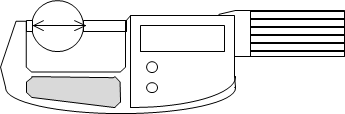
通过千分尺等测量工具直接读取圆度的直径。 这种简易的测量方法非常简单易操作。但在评价三角形、五角形等径应变圆时,不是正圆的情况下容易被误测成正圆。
三点法
三点法可通过【V型块+千分尺/表+台架】来获取圆度数据。 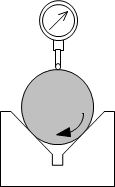 但是,三点法中选择的支撑点处的切线不同,也可能无法正确测量。基准的中心无法确定,随着被测物的旋转发生的上下移动,会产生误差。
但是,三点法中选择的支撑点处的切线不同,也可能无法正确测量。基准的中心无法确定,随着被测物的旋转发生的上下移动,会产生误差。
按照相关标准为基础的测量方法,如:
半径法
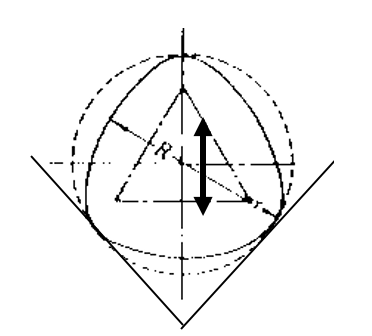
半径法利用了工件旋转一周所获取的最大半径值和最小半径值之差来评价圆度。如下图的的这种评价方式,测量结果也是很容易受到工件的水平运转的影响。
公差带是在同一截面上的两个同心圆之间
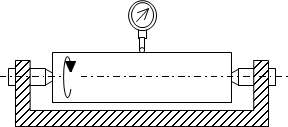
中心法
中心法的检测方法比较之下多用于更为精密的测量需求。圆度检测的数据取决于参考圆,考圆的评价方法不同,会导致参考圆的中心位置不同,因此会影响所测圆形特征的轴向位置。
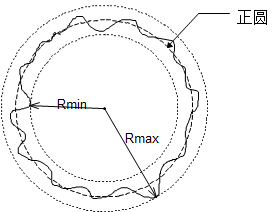
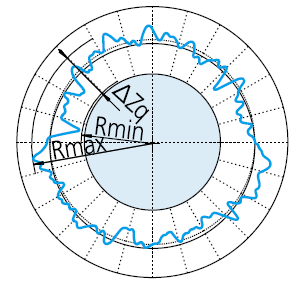
最小二乘圆LSC 通过将一个圆拟合到所测轮廓,使轮廓数据与该圆偏离的平方和最小,然后,将圆度值定义为轮廓与该圆的最大偏差(最高峰值到最低谷值)之间的差距。 ΔZq=Rmax-Rmin, 通过LSC表示圆度值的符号
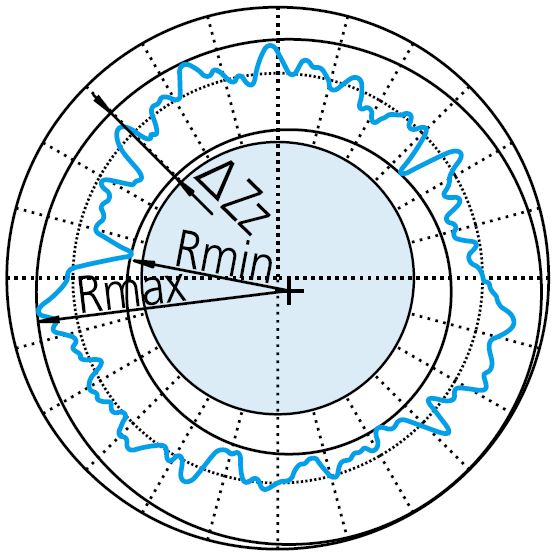
最小区域圆MZC
通过对两个同心圆进行定位来包围所测轮廓,以使其径向差最小。将圆度值定义为这两个圆的径向间隔。
ΔZz=Rmax-Rmin , 通过MZC表示圆度值的符号
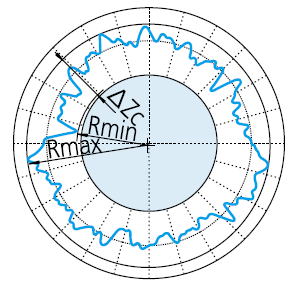
最小外接圆MCC
创建可包围所测轮廓的最小圆。然后将圆度值定义为轮廓与该圆的最大偏差 在轴、杆等的评价中多会被使用。 ΔZc=Rmax-Rmin , 通过MCC表示圆度值的符号.
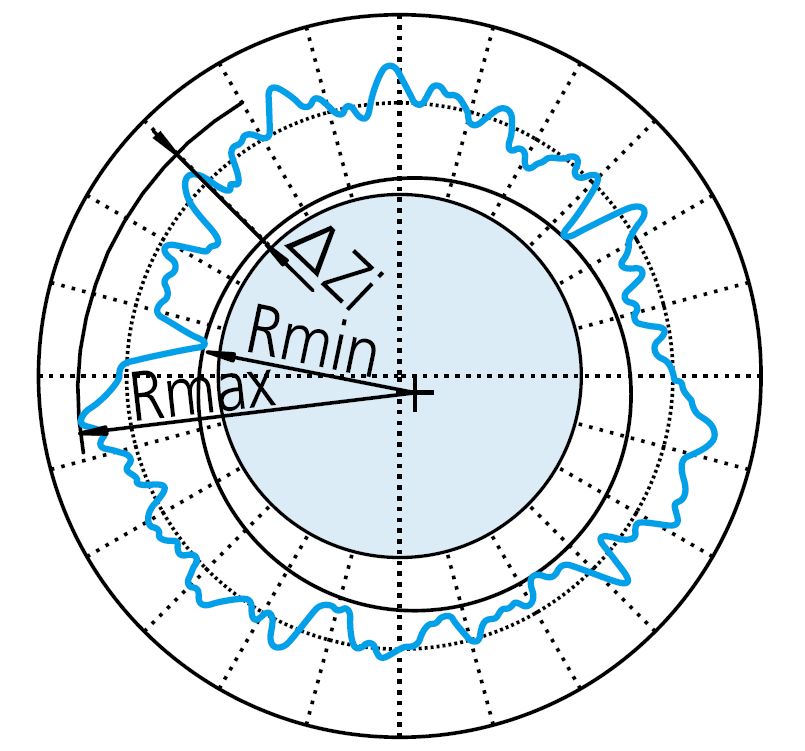
最大内切圆MIC 创建可包围所测轮廓的最大圆。然后将圆度值定义为轮廓与该圆的最大偏差。 ΔZi=Rmax-Rmin , 通过MIC表示圆度值的符号.
在评价圆度过程中,为了减少或消除不必要的噪音影响,对所获得的轮廓通常要进行滤波处理。
滤波器对所测轮廓的影响
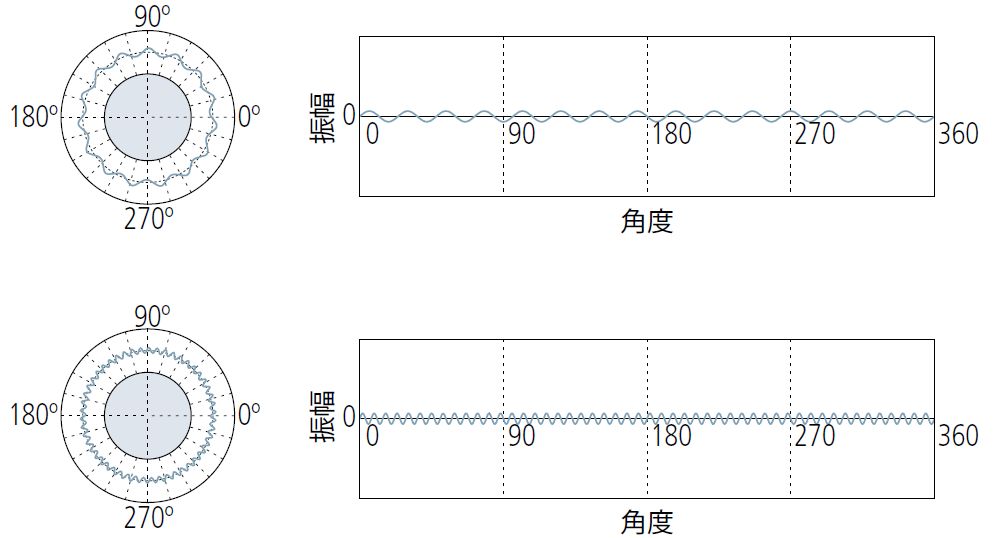
根据测量需求不同,滤波的方式也各有不同,设置的滤波截止值也不同。(UPR:每转的波动),如下图可以了解到滤波器的设置对所测轮廓的影响是各有不同的。 无滤波器:
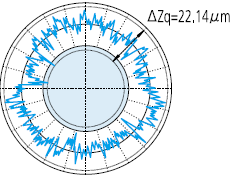
低通滤波器:
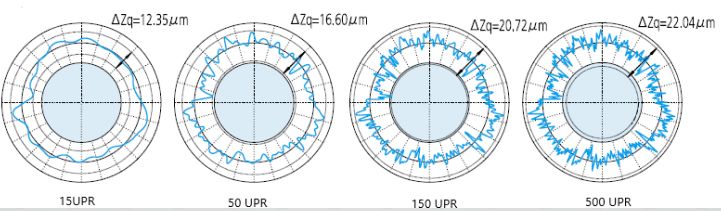
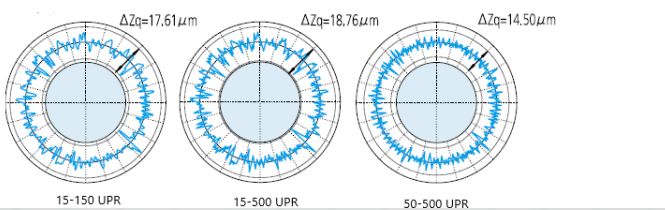
带通滤波器:
而作为评价者,这些图形可以告诉我们什么呢?
测量图表的分析
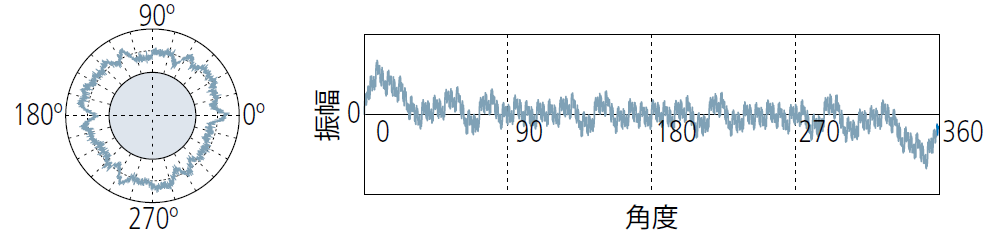
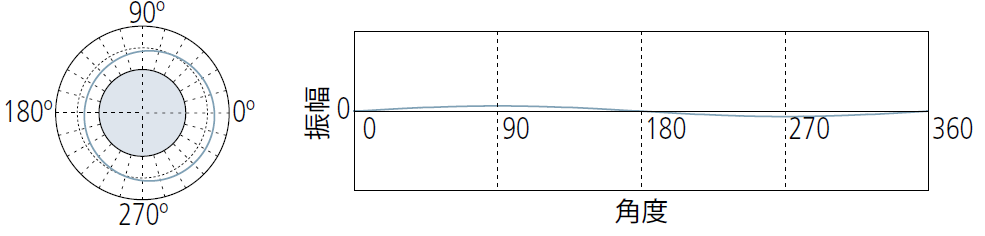
图:测量结果图表 1UPR分量1 UPR:滤波后只保留一个波: 1UPR分量表示工件相对于测量仪器的旋转轴的偏心。波形的振幅取决于对其水平的调节。
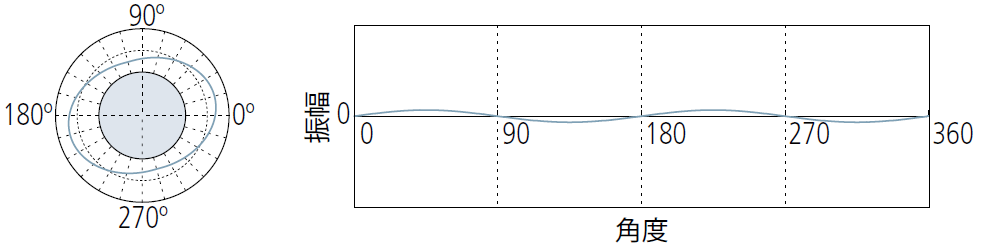
2UPR分量2UPR分量可能表明:
① 测量仪器的水平调整不足; ② 由于工件在形成其形状的机床上安装错误而导致的圆形跳动; ③ 工件的形状在设计上是椭圆形的,例如在IC发动机活塞中。
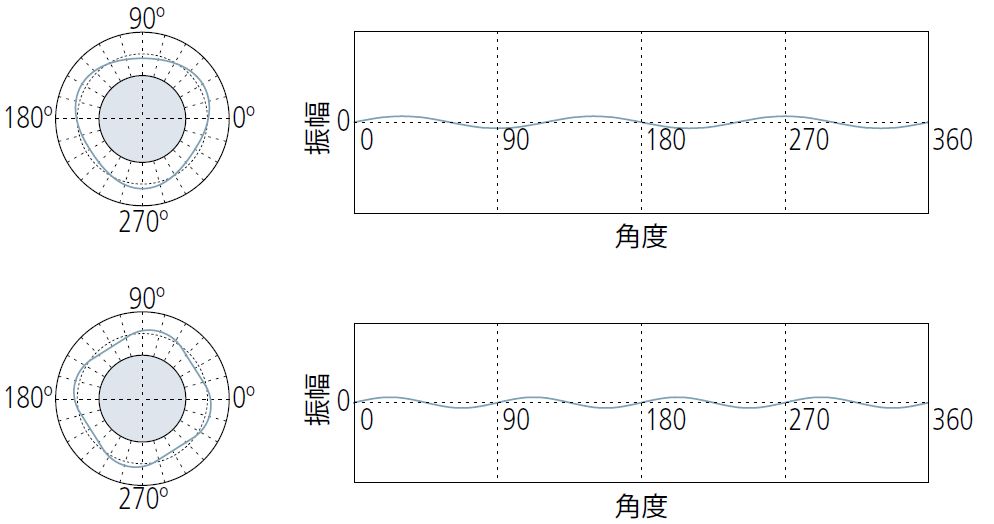
3~5UPR分量可能表示:
① 由于测量仪器上的保持卡盘过紧而导致的变形。
②在从加工机床的固定卡盘上卸载时,由于应力释放引起的松弛变形。
5~15 UPR分量通常表示加工方法或生产工件的过程中的不平衡因素。
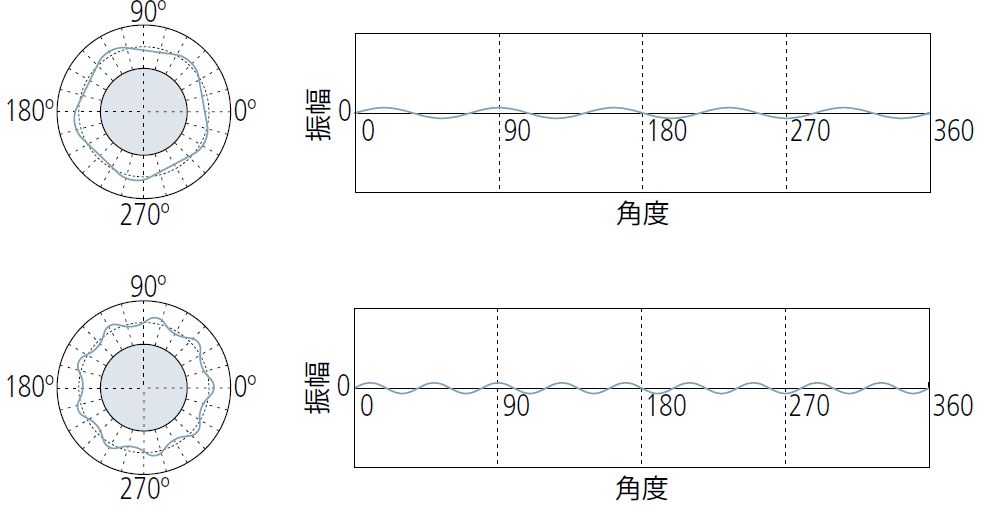
15(更多) UPR分量15(或更多)UPR条件通常由工具颤振,机器振动,冷却剂输送效应,材料不均匀性等自身原因引起的。
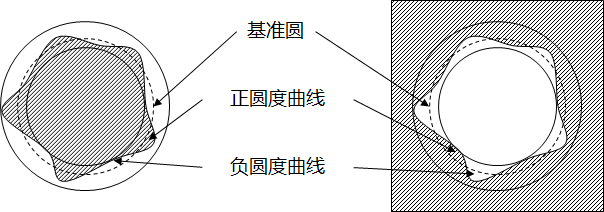
评价圆度的主要参数
参数
含义
RONt
圆度测量值,表示正圆度曲线的最大值和负圆度曲线的最小值的差或者绝对值的和
RONp
圆度曲线波峰高度测量值,表示正圆度曲线的最大值
RONv
圆度测量值 ,表示负圆度曲线的最小值的绝对值
RONq
二乘均平方根圆度测量值,表示圆度曲线的二乘均平方根
以上仅摘自LSCI“”
审核编辑 :李倩
-
聊一下GS的波形2021-11-16 2101
-
定转子圆度智能测量装置驱动研究2009-09-12 568
-
基于KNN的话题跟踪研究_李树平2017-03-18 792
-
结合词向量和聚类算法的话题演进分析2017-11-24 638
-
被冷漠的话题“制造业”2018-07-08 1298
-
聊聊关于架构的话题2019-09-28 2909
-
由库引生出来的话题2020-03-14 2626
-
关于怎么代码对齐的话题2020-03-20 3497
-
【职场杂谈】与嵌入式物联网架构师聊一聊几个话题2022-08-23 2685
-
结合STM32给大家描述一下单片机常见的划分区域2023-08-15 4406
-
聊一下IGBT驱动中的参考电位问题2023-11-09 2378
-
从人生、历史到单片机的话题讨论2023-12-05 1480
-
圆度测量技术解析2025-12-11 1189
全部0条评论

快来发表一下你的评论吧 !
