

螺旋胶喷涂之胶枪结构分析
描述
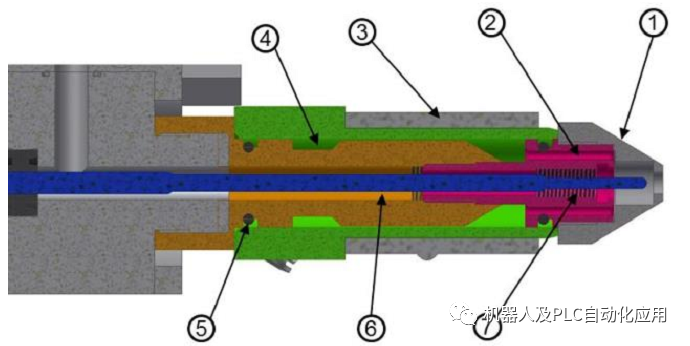
螺旋喷涂胶枪的结构图:
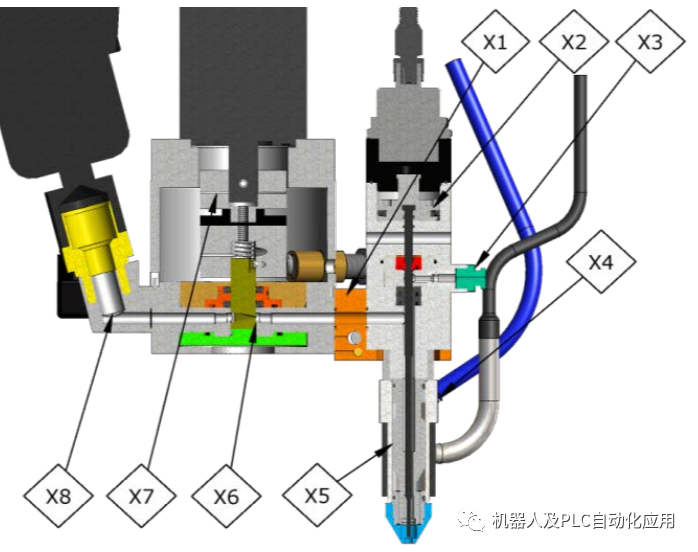
X1 带加热装置的铜块
X2 轴向气动阀
X3 润滑连接
X4 喷雾空气进气连接
X5 完整的漩涡喷雾喷头
X6 控制阀可旋转阀针和阀套
X7 联轴器
X8 材料供应
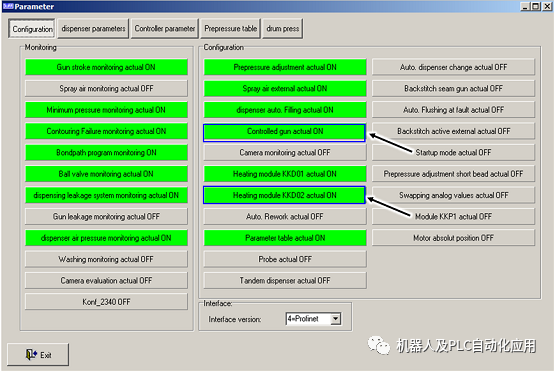
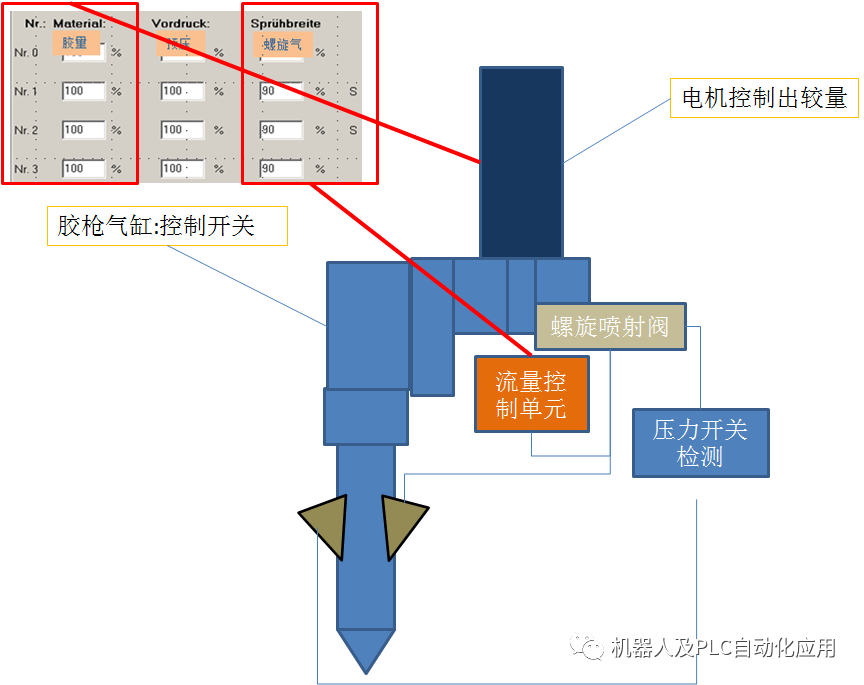
控制枪必须在配置菜单里激活
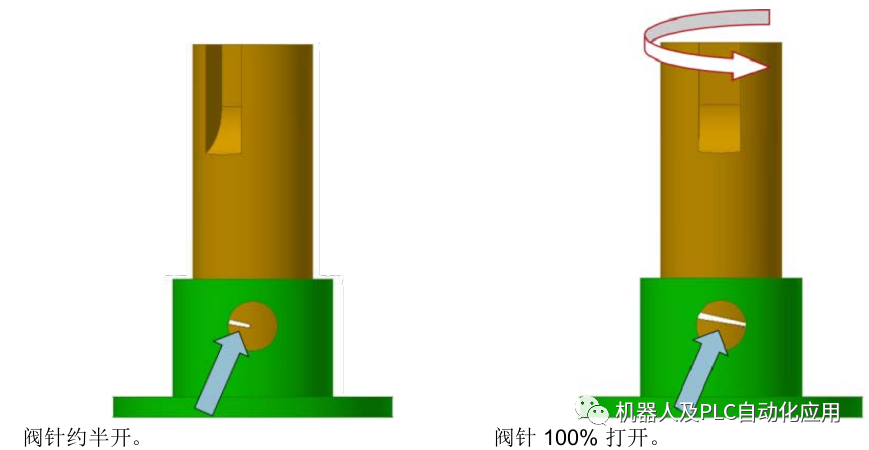
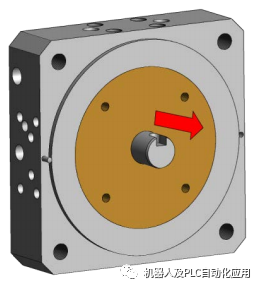
在螺旋控制枪中,由阀针和阀套组成的控制阀可以控制涂胶量。
与带有阀针的齿轮箱连接的驱动电机针的连续旋转移动将会减少或者增加阀套孔截面(改变打开的角度) 这种喷气会导致刚出现的胶线旋转,这是导致出现螺旋应用的典型的应用模式。
关闭这种喷气将会产生一种“正常的”涂胶胶珠(比如在一个车门上的密封缝) 为了满足附件上涂胶缝的质量要求,须尽快控制胶量在25-mm区域内,这仅仅只能在控制枪中才能满足条件。
枪嘴和控制螺旋枪到部件之间的距离通常是30—40mm,一些部件允许枪嘴到部件的距离达到20—30mm,应用胶的宽度应随距离的增加而增加。
漩涡喷枪材料用量调节通过调节阀进行, 调节阀由阀针和阀套组成。驱动器电机驱动 阀针旋转,驱动器电机通过联轴器与阀针 相连。通过阀针的旋转活动, 阀套的孔截面可逐渐尖细或扩展(开口角度改变) 通过旋转阀针改变穿孔截面和材料流量!
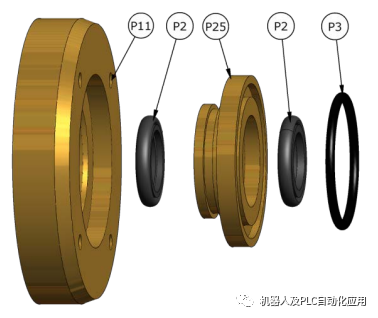
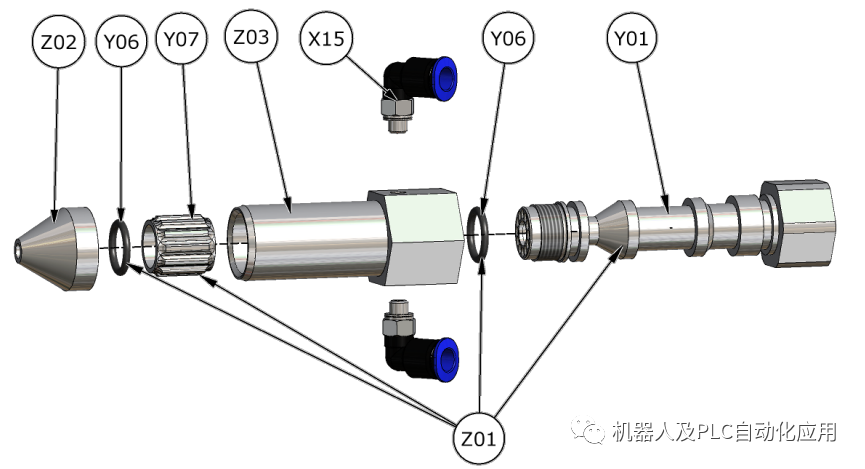
漩涡喷雾喷头
(1) 喷头盖
(2) 空气管道
(3) 加热器
(4) 空气罐
(5) O 型环密封件
(6) 材料区
(7) 喷芯线圈
真实图片
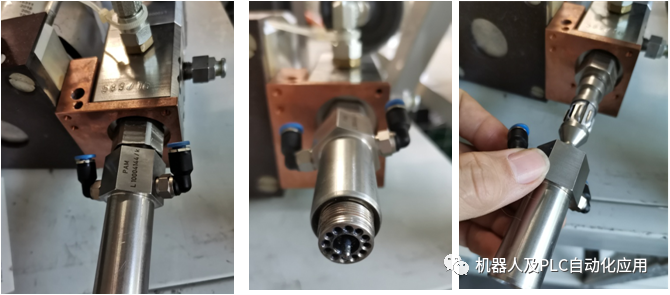

前一阵遇到一个涂胶故障报:比例法流量故障.
空气比例阀超过设定允许范围,
原因: 比例阀损坏,螺旋胶枪的的气流返回不畅通,或者反馈电信号不稳定,会引起此类故障
更换密封件
更换密封件时必须将调节阀从螺栓固定板上取下。
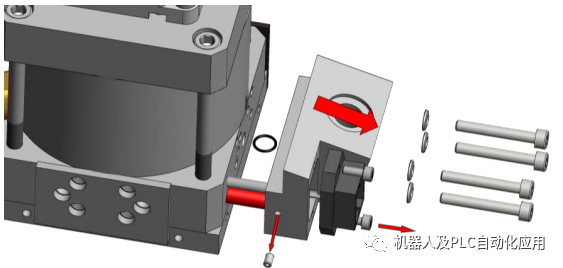
更换密封套件的步骤:
• 单个调节阀放在稳定平面上。
• 拆下电机。
• 松开固定螺栓并将电机单元向后拉。
• 拆下管道并去除联轴器
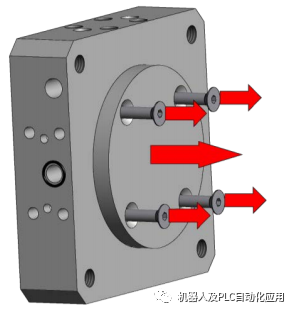
• 松开螺栓并去除平板,现可从此侧拧上较长的螺栓以将平板从另一侧向后推。
• 去除板和阀针
• 去除所有残胶部件并检测是否有磨损
• 装入新的密封组件并替换磨损件
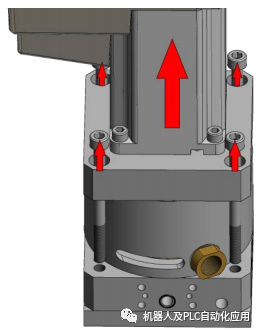
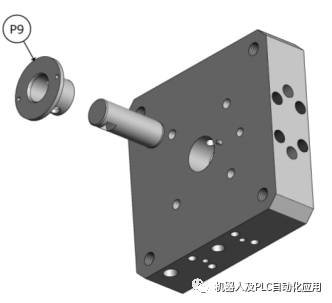
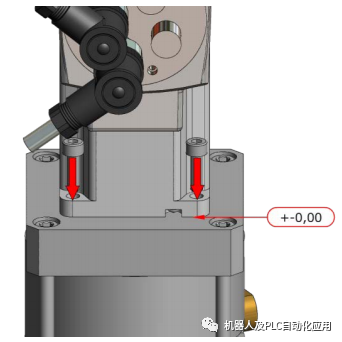
更换伺服电机
开始工作前,确保伺服电机已就绪。
更换伺服电机必须执行以下步骤:
• 视情况进行防腐保护,即仔细去除电机和联轴器之间连接部位的油脂。
• 检查电机和联轴器之间的连接部位是否损坏,例如:刮伤。如有必要,排除轻微损坏。
• 确保在开始其他工作前,法兰板上的电机法兰没有间隙。
• 使用最低强度为 8.8 的螺栓。
• 螺栓必须防松。
• 螺栓拧紧力矩应为螺栓屈服强度的 90% 。拧紧力矩参见第 2 章“技术数据”。
• 交叉拧紧螺栓。
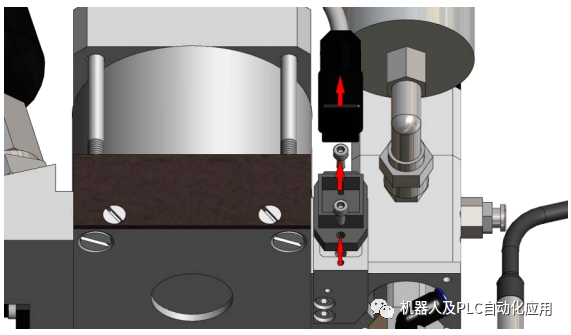
为更换加热盒和温度感应器上的单元,采取以下步骤:
• 设备关闭无电压并防止重新打开。
• 断开加热盒的电气插头连接。
• 拧下材料输入处的插头并拉至后方。
• 松开平头螺钉并拉出加热组件,插入新的加热组件并以反向顺序组装。
为更换加热盒和温度感应器上的单元,采取以下步骤:
• 设备关闭无电压并防止重新打开。
• 断开加热盒的电气插头连接。
• 拧下插头并拉至后方。
• 松开平头螺钉并拉出加热组件,插入新的加热组件并以反向顺序组装。
更换接近开关
可以更换无功能的接近开关(触发器)。
• 松开并拆卸触发器一端的电缆插头。
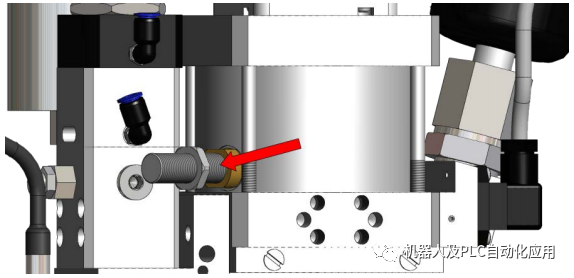
• 松开紧固螺母并拧出触发器。
• 旋转电机联轴器,直至扁圆头螺栓通过管道孔洞可视。
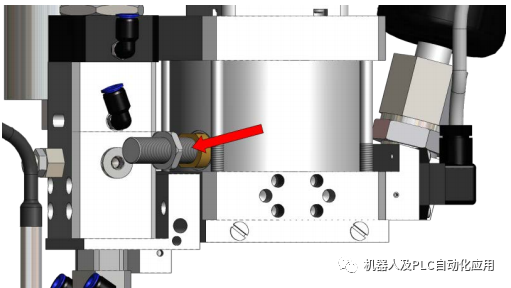
• 当扁圆头螺栓位于其位置上时可拧入新的起始器。
• 现在将新的起始器装入拧到底,并接着回转 ¼ 圈再用螺母锁紧。
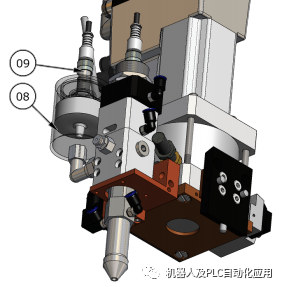
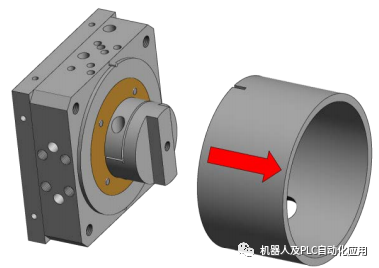
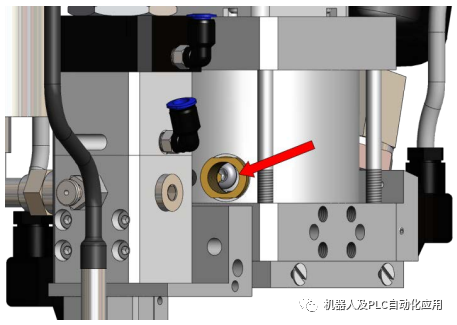
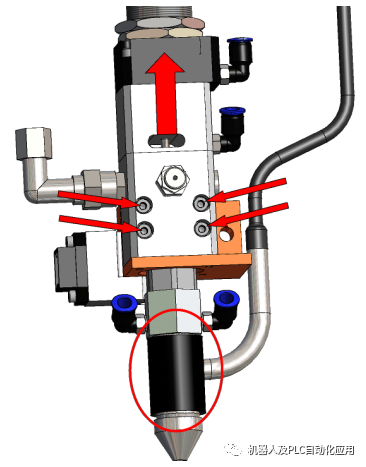
更换喷涂头
喷涂头不密封时将其更换,仅当无材料压力和设备已固定时。
• 松开喷涂头上的螺栓。
• 去除喷头加热器和喷头管道(红圈)。
• 将喷涂头稍向前拉,直至销钉连接松开,然后将阀门向上拉出。

下面的一些因素将会影响阀针的打开角度:
机器人速度
参数表值
机器人模拟值输出“anaVprop1V”(在4.1中也有提及):
阀针的打开角度随机器人的运行速度的增加而增加
阀针的打开角度随机器人的运行速度的减小而减小
机器人程序操作准则:
每25毫秒调用一次参数,这意味着如果机器人的测试点每50毫秒输入一次,那么两个参数表的值就是一个测试点的值。
KLIN VB=200mm/sec exact= 40mm ACC=100% RobWzg=2 Base=1 SPSTrig= 0 [1/100] P
BS bin 11 (ON) = 2 switching point: +0mm 0ms
BS bin 11 (ON) = 3 switching point: +25mm 0ms
审核编辑 :李倩
-
聚氨酯结构胶介绍2022-09-06 2739
-
什么是结构胶?结构胶和耐候胶有什么区别?2022-07-19 14979
-
导热结构胶和聚氨酯/环氧导热结构胶的区别2021-07-12 3191
-
螺旋胶喷涂之胶枪结构分析2020-06-30 5259
-
浅谈窄边框组装PUR热熔结构胶点胶加工的工艺2020-06-28 3025
-
结构胶点胶加工中点胶机的不足表现在哪些方面2020-06-20 1474
-
热压结构胶点胶加工将带来更高的工作效率2020-06-18 1233
-
导电胶点胶加工的屏蔽效能及影响因素分析2020-06-08 1884
全部0条评论

快来发表一下你的评论吧 !
