

钢铁行业全流程质量管控实践案例
描述
本文介绍了钢铁行业全流程质量管控实践案例,利用在线检测、机器学习、图像识别、数据建模等技术,实现质量过程监控与判定、表面质量智能检测与判级、全工序质量缺陷追溯以及过程能力评价分析等,以机器智能决策,提升了产品过程质量的管控能力。本案例的建设完善了全面质量管理体系,实现全线自动质检,简化了质检流程,提高工作效率及客户满意度,支撑远距离、跨基地的工序协同。
引言
我国钢铁行业高速发展,在高端产品、生产工艺、能耗控制和产品质量等方面与国际先进水平差距逐渐缩小。但与此同时,钢铁业面临着供需不平衡、环境资源约束大、同质化竞争激烈等问题,提升钢铁企业核心竞争力并寻求转型升级的发展方向是摆在中国钢铁业面前的重要课题。
钢铁产品的质量控制包括质量设计、质量判定、评审处置,质量分析等多个环节,涉及的流程长、环节多、数据量大,以往的信息化系统无法满足质量管控的需求,主要问题表现在三个方面:一是产品质量过程管控以人工管控为主,检验结果依赖检测人员的经验,具有片面性, 检验效率低,质量事故一旦发生就是批量事故,无法及时调整,损失不可挽回;二是产品对表面质量要求比较高,轧钢工序表面质量缺陷数量和种类多,传统表检仪分类准确率不足80%,需岗位人工评审,严重影响后工序的生产,跨工序的质量缺陷追溯异常困难;三是产品质量数据来源众多,存在大量异构数据,不同粒度数据分布在不同平台,在进行质量分析中数据收集和整合耗费了分析人员大半的时间,缺少统一平台和方法对庞大的质量数据开展有效的开发和利用。
面对质量管控需求的不断升级,建设全流程质量管控智能化系统变得尤为急迫。随着新一轮科技革命和产业变革深入发展,新一代信息技术与制造业深度融合,数字产业化和产业数字化进程加快,让实现以上需求成为可能。
总体流程和功能架构
搭建大数据平台,利用在线检测、机器学习、图像识别、数据建模等技术,实现质量过程监控与判定、表面质量智能检测与判级、全工序质量缺陷追溯以及过程能力评价分析等。
全流程过程质量管控包括智能质量过程判定、跨工序质量追溯分析两个部分,场景流程图如图 1 所示。
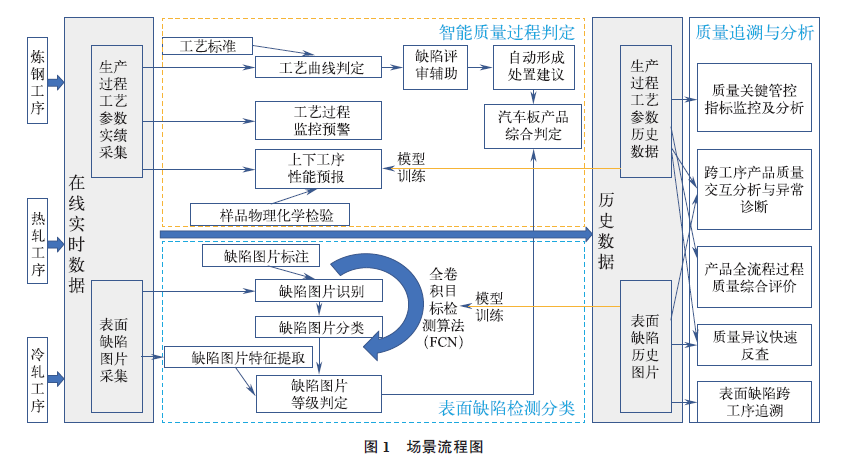
智能质量过程判定实现了过程、表面以及性能的判定与监控。将多源异构数据融合,结合数字化的产品质量控制规则,实现在线实时监测产品制造工艺过程是否波动和自动判定产品等级;实现表面质量缺陷的采集、识别、归类、判级、上下工序缺陷的传递以及自动推荐处置意见;实现了性能管控的自动预测、分析与异常推送。
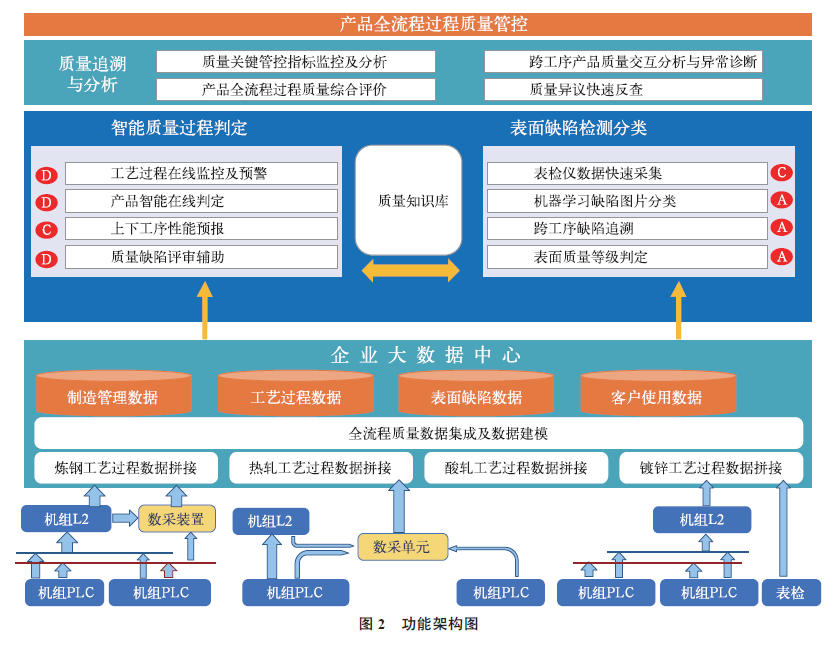
跨工序质量追溯分析实现跨工序质量缺陷统计探索性分析、智能化追溯及快速定位。利用统计分析工具,将工艺过程控制和表面缺陷相关的数据进行深度分析和挖掘。利用过程能力指数、SPC 统计分析、聚类算法等高级分析工具和方法解决快速定位问题,实现产品质量的持续改进。功能架构图如图 2 所示。
建设具体方案
智能质量过程判定
为实现炼钢、热轧、冷轧全流程质量一体化管控,利用流数据处理、多源异构数据融合、特征提取、关联分析与预测、人工智能卷积神经网络等技术,构建质量模型库、知识库、规则库、约束库、规则库,实现板带钢性能、表面、尺寸、板型、成分、工艺等在线质量自动判定与监控预警。为质量问题定位、产品质量提升提供依据和途径。
(1)实时数据采集与融合
通过工业大数据平台,利用实时数据流处理和多源异构数据融合技术,对L1、L2、L3 以及L4 系统中数据进行毫秒级颗粒度采集,实现跨工序、多数据源、差异结构、不同粒度的工艺、质量数据的实时数据流处理及数据融合,实现统一集中信息共享,对物料生产过程中的时间、位置、事件、状态、图片等数据进行跨时空融合转换。
(2)过程质量监控及预警
为实现工艺过程参数的实时预警和机组判定,保证产品质量全程一致性,对重要工艺过程参数、质量参数进行实时在线监控、预警和判定,向操作人员提供作业预警信息,保证批次内产品质量稳定性。预警方法主要提供了简单的参数超限报警方法、SPC 统计控制方法、神经网络模型预测方法等,各工艺参数控制限可根据企业技术标准或设定参数等进行灵活配置。另外为了保证产品过程质量一致性,研发了基于规则推理的产品质量在线判定引擎,对过程工艺参数和质量参数进行物料全长的评级,评级结果作为质量判定的重要依据。
(3)精准质量在线判定
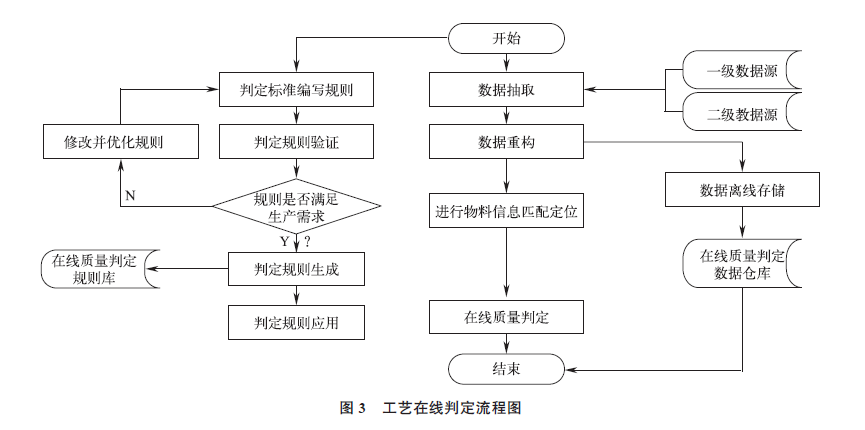
1)基于客户需求的分段判定。基于工业大数据平台采集、融合后的数据,通过特征提取技术,针对不同客户需求、不同品种牌号,以生产过程各工序质量控制要求为基准建立可配置的、分类分段的在线判定规则库,实现炼钢、热轧和冷轧的全流程质量在线判定。质量在线判定对产品质量做出的判断,为产品的降级处理或分段销售打下了基础。工艺在线制定流程图如图 3 所示。
2)基于图片识别的表面分类。板带钢产品的表面质量是最重要的评价指标之一,板带钢表面夹杂物、氧化皮、孔洞等缺陷,不仅影响产品的外观质量,而且还会降低产品的抗腐蚀性、耐磨性和其他强度性能。目前我国大多数钢铁企业采用闪频光检测、基于CCD 成像检测等表检系统,但表面缺陷识别的准确率均不高,检出率和分类率约为80%,因此亟待实现高准确度表面识别及在线表面判定。
表面判定模块利用高效的数据采集技术、精准的数据标注技术、人工智能卷积神经网络(FCN)、缺陷特征提取、依据配置规则的缺陷合并、依据规则的缺陷分级,实现板带钢表面缺陷识别及在线判定,提高缺陷整体的识别率。同时针对细小缺陷特征丢失现象,采用多尺度特征金字塔融合算法将自顶向下的上采样与自底向上的下采样特征图按像素融合,对Faster R-CNN 算法进行改进,提高对细小缺陷的检测和识别率。
3)基于多元回归的性能预测。利用相关性分析及特征值预测在海量数据中查找产品性能相关的关键影响因子,挖掘现有工艺方案、工艺标准中的生产工艺规律和生产指标特性。利用物理冶金学模型和信息化技术,对生产过程中各种物理冶金现象进行综合数值模拟,依据各关键指标之间的复杂关系和作用机制,对其中稳定可靠的品种推导前后工艺环节的性能预测模型。通过数据自动收集与模型运算,直接预测轧后的产品性能,作为轧线“余材充当”和“精准选样”的依据,取消牌号的开卷、取样及性能检验,降低取样成本,提高成材率。
4)基于决策模型的智能分切。面向质量缺陷处置环节,利用物料规格、订单要求、尺寸、性能、表面类综合判定结果等数据进行多维度的综合分析及推理。构建质量处置决策模型,引用时空转换技术、关联分析及预测算法,考虑物料质量异常部位、分切后产品的完整性、设备计长误差、工序位置平移、表面缺陷、外观缺陷、性能缺陷、分切后订单的兑现等诸多因素,一键式得出缺陷处置指令。构建智能分切知识库,根据质量判定规则,挖掘曲线特征值和钢种大、中、小类、厚度、宽度规格的评审结果对应关系,确定缺陷点,再根据连续标准将缺陷进行合并,给出曲线处置意见及缺陷距头尾位置, 指导切头切尾等后工序任务,为连退、镀锌、重卷等工序智能分切提供支撑,减轻各生产环节产生的质量缺陷对成品的影响。
全流程质量追溯及分析
全流程质量追溯及分析将智能质量过程判定和表面缺陷检测分类形成的结构和非结构数据,都存储到工业大数据平台中。主要支撑质量关键管控指标监控及分析、产品全流程过程质量综合评价、跨工序产品质量交互分析与异常诊断、质量异议快速反查和表面缺陷跨工序追溯等。
利用系统提供的样本散点图、样本运行图、均值运行图、箱线图、等值线图、相关性散点图、频度分布图、Pareto 图等多种常用统计分析图进行数据探索性分析,利用过程能力指数、SPC 统计分析、聚类算法、关联规则、决策树分类、参数差异性分析、序列模式分析、工艺规则提取等高级分析工具和方法解决快速定位问题,利用仿真和工艺优化功能等实现工艺参数或规则知识的优化,实现产品质量的持续改进。
(1)表面质量缺陷遗传性追溯
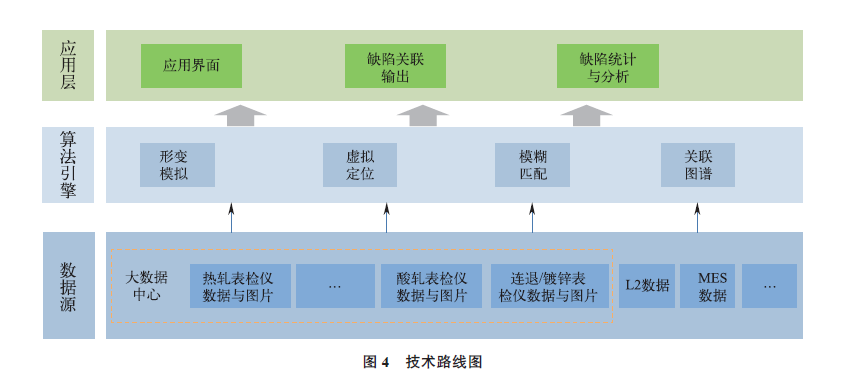
采用多工序工艺质量数据协同处理方法,根据不同工序、不同设备的工艺参数和质量缺陷等的对应关系,进行数据的统一处理和分析,以提高质量追溯和问题定位的准确性,尤其是进行工艺质量遗传性分析。通过传统规则设定和大数据模型计算两种方式,对带钢厚度检测、表面缺陷分布、工序平移、规格变化、开卷次数以及翻面次数等各种与质量相关信息进行综合处理运算,以满足跨工序快速定位缺陷的要求,自动给出前后工序缺陷对应位置和最佳匹配缺陷,实现缺陷的一贯制快速反查。技术路线图如图 4 所示。
(2)重点管控指标监控及推送
通过数据的清洗以及数据主题的构建,实现跨工序工艺参数、质量数据的交互式正向追踪、逆向追溯,形成供业务人员进行分析的基础主题数据,最终通过可视化组件进行图形化展示,对业务的自定义分析具有很好的效果。另外对于关键指标进行自动统计、原因自动定位以及异常主动推送,方便业务人员及时发现异常问题,调整现场工艺。
(3)跨工序产品质量异常诊断
跨工序产品质量异常诊断是对产品工艺过程参数进行全流程跨工序的全面分析的过程,对于把握整体质量控制水平和进行异常诊断具有重要的指导意义。
跨工序工艺曲线与表面缺陷联合分析,按物料树, 将钢后工序的工艺曲线和表面缺陷集成到一个画面中进行对照分析。并可通过单卷分析和多卷查询对比进行分析,针对不同物料的同一工艺参数,进行对比,找出差异及异常。
(4)客户质量异议快速反查
针对表面,尺寸,板型和性能这几类异议按照可能影响到异议产生的材料基本信息(包含材料的卷号、机组、牌号信息、合同规格要求等数据)、过程参数信息(主要包含各种高频曲线、曲面数据,以及相应的单值数据),质检判定信息(包含在线系统判定结果信息以及粗糙度、抗拉强度等实验信息)进行集成,承接客户服务系统质量异议及抱怨可以快速地查询到异议卷的生产、质检和放行信息,从而进行质量异议的综合分析。
最终效益
1)完善全面质量管理体系。全流程过程质量管理弥补了质量过程控制的空白,为质量设计和改进提供支撑,实现了从钢水投入到成品产出整个过程的监控、调整、判定、预测、检验和处理,实现了全流程一体化闭环质量管控,并优化了客户服务、质量异议等处理流程,大大提高客户满意度。
2)优化业务流程和组织结构。以过程控制系统的数据为基础,利用统计方法对生产过程进行监控、诊断、分析和改进,实现全线自动质检,简化了质检流程,提高工作效率及客户满意度。
3)支撑远距离、跨基地的工序协同。基于统一平台的数据共享,实现跨基地上下游质量缺陷追溯与定位分析,各基地可以直观了解上下游质量问题,并做出相应改善及工艺调整,解决跨工序质量问题。
该项目的实施,提高了产品过程控制的稳定性,提高了质量过程控制的效率和准确度,自动判定率达100%, 判定周期由30 min 降低到5 min。机器替代人工判定, 实现了由人工管控到全流程自动过程质量监控及预警,临时封闭率下降了16.84%,现货发生率下降了4.9%,返修率下降了0.89%。缺陷分类的准确率提高了12%,对各工序表检数据进行集成,实现对全流程表面缺陷演变情况的快速、准确、便捷定位和追溯,可快速锁定缺陷来源工序和产生原因,对迁顺产品质量的改进提升起到重要促进作用。汽车板PPM 值呈下降趋势,2021 年奔驰为0 ppm,宝马月均39.6 ppm,日系产品月均7.3 ppm, 一汽大众月均6.8 ppm。按照现货和正品的平均差价计算,全年产品质量提升带出的经济效益约为1 733 万元。
结束语
首钢产品定位以高端家电、汽车以及制造用钢为主。高端用户追求零缺陷交货,对生产过程中质量稳定性要求更为严格,依赖人工过程控制无法实现过程的准确管控,缺陷发生率较大。因此首钢以“追求零缺陷、实现高准确度、提高客户满意度”为目标,建设的全流程质量管控实践,以机器智能决策,提升了产品过程质量的管控能力,从而在快节奏和大规模生产下提高产品的稳定性,降低成本损失,满足客户个性化需求。
该案例中所遇到的问题是长流程制造型企业在产品过程质量管控中的共性问题,从工艺参数的采集到实时判定,再到历史数据的归集和开发利用,以及采用卷积神经网络机器学习的表面缺陷图片的识别和分类,其解决方案和方法的应用都具有通用性,对于行业内或行业外相似场景中的共性问题具有借鉴作用。
审核编辑 :李倩
-
钢铁行业中能源管理的应用意义分析2024-01-18 514
-
配电能源管理系统在钢铁行业的应用2024-01-10 692
-
浅析能源管理系统在钢铁行业的应用2023-10-30 1723
-
行业方案|数商云钢铁行业SRM供应商管理解决方案2023-06-08 1295
-
钢铁行业巡检机器人代替人工的优势,你了解吗?2023-03-22 1710
-
工业物联网云平台赋能钢铁行业数字化转型之路2023-02-03 1669
-
简化供采交易路径,B2B电子商务交易系统实现钢铁行业全链路数字化2022-10-27 1404
-
浅谈钢铁行业中PLC网关的应用2021-11-05 978
-
2D/3D数据可视化方案在钢铁行业的应用2021-10-14 1318
-
西门子分析仪表在钢铁行业中的应用是什么?2021-04-15 1509
-
钢铁行业中灵活应用西门子在线分析仪器2018-11-04 6490
-
博慈55寸拼接屏打造中国钢铁行业网弧形液晶屏幕墙数据展示平台2016-11-17 2660
-
控创工控机在钢铁行业的应用及介绍2010-05-07 1358
全部0条评论

快来发表一下你的评论吧 !
