

一种有效回收LiTFSI的策略
电子说
描述
研究背景
电动汽车的快速发展对锂离子电池的热安全性和能量密度提出了越来越严格的要求。为了满足这些需求,需要开发更高容量的电极材料和更安全的电解液体系。全固态(ASS)电池使用不可燃的固体电解质,有望大幅提高电池安全性。其中,基于聚醚的固体聚合物电解质(SPE)具有高的Li+电导率和较低的成本,因此被广泛研究。为了充分发挥ASS电池的安全优势,SPE起始降解温度应高于液态电解质的沸点,最好高于正极材料的析氧温度。另外,SPE中通常使用昂贵的LiTFSI。因此,要实现SPE的应用,就必须降低LiTFSI的生产成本,或找到一种有效回收LiTFSI的策略。
成果简介
近日,北京化工大学周伟东教授在Angew上发表了题为“Thermally Depolymerizable Polyether Electrolytes for Convenient and Low-cost Recycling of LiTFSI”的论文。该论文以SnF2或SnF2-LiPF6为催化剂,制备了三种共聚的聚醚作为SPE。在高温下,这些聚醚发生热解聚,限制了它们的工作温度。去除催化剂后,这些SPE的热降解温度提高了30-55℃,在电池中的热性能也得到了改善。通过聚醚的热解聚,可以从SPE中回收LiTFSI,甚至从商业PEO(聚(环氧乙烷))SPE中也能回收LiTFSI,回收率为70-80%。
研究亮点
(1)本工作采用SnF2或SnF2-LiPF6两种Lewis酸催化剂,通过环氧化物阳离子开环聚合,制备了三种共聚的聚醚。在高温和催化剂的存在下,观察到三种共聚物的热解聚行为,催化剂的存在限制了这些共聚物SPE的运行温度;
(2)以含F共聚物为SPE,在锂金属负极上能够生成含LiF的钝化层,有助于提高ASS电池界面稳定性;
(3)由于这些聚醚SPE和商用PEO在催化剂存在下容易发生热分解,因此,有望从这些SPE中回收LiTFSI。结果表明,聚醚SPE的回收率高达80%,PEO-LiTFSI的回收率超过70%。
图文导读
由于Lewis酸催化剂会促进聚DOL(P-DOL)在100℃左右的热降解,所以对于使用P-DOL基SPE的ASS电池来说,最好去除催化剂。为了原位生成LiF钝化层,以稳定与Li金属的界面,需要将元素F直接引入到聚合物链中。因此,采用缩水甘油基2,2,3,3-四氟丙基醚(TFP)作为含F单体制备聚醚基SPE。考虑到F含量过多会产生过厚的LiF层,阻碍Li+迁移,因此采用97%摩尔比的无F的DOL、THF和EOB作为另一种单体组分,与3%的TFP共聚,生成TFP-DOL、TFP-THF和TFP-EOB三种聚醚(图1a)。
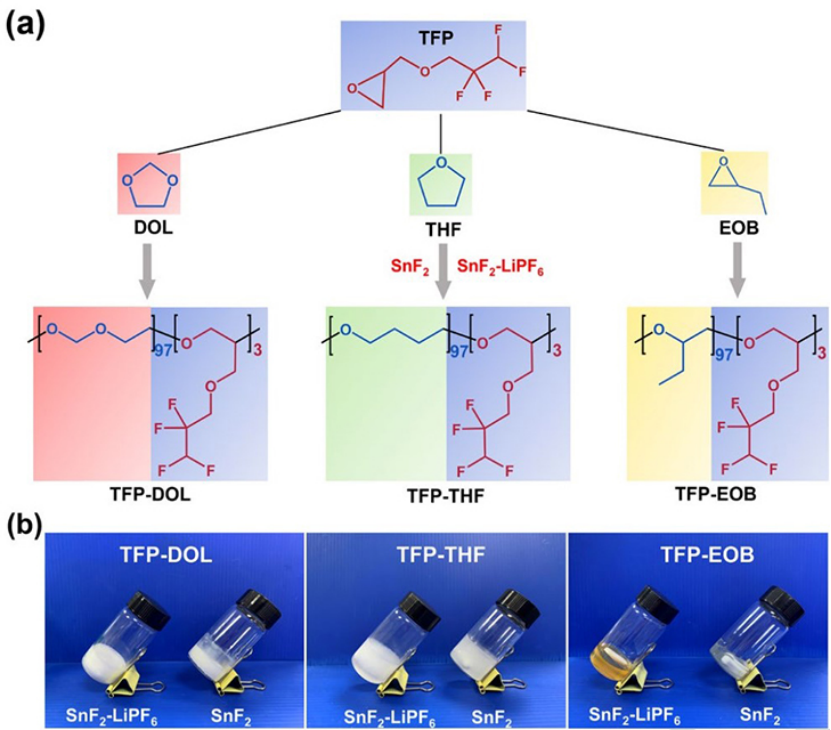
图 1、由SnF2和SnF2-LiPF6催化的三种TFP-DOL、TFP-THF和TFP-EOB共聚物的a)合成路线和b)光学图像。
添加了1.0 M LiTFSI和1 wt% SnF2后,DOL和THF都可以在72小时内与TFP共聚,得到蜡状固体(图1b)。但TFP-EOB不能很好地凝固,在30℃下搅拌2周后,形成粘性的凝胶态。当采用1 wt%的SnF2和1:1摩尔比的LiPF6(SnF2-LiPF6)混合物作为催化剂时,三种共聚物的聚合速度都更快。TFP-DOL和TFP-THF的固化时间为36小时,TFP-EOB的凝胶化时间为5-7天左右,仅为使用SnF2时的一半,说明SnF2- LiPF6对这种阳离子开环聚合具有较强的催化作用。
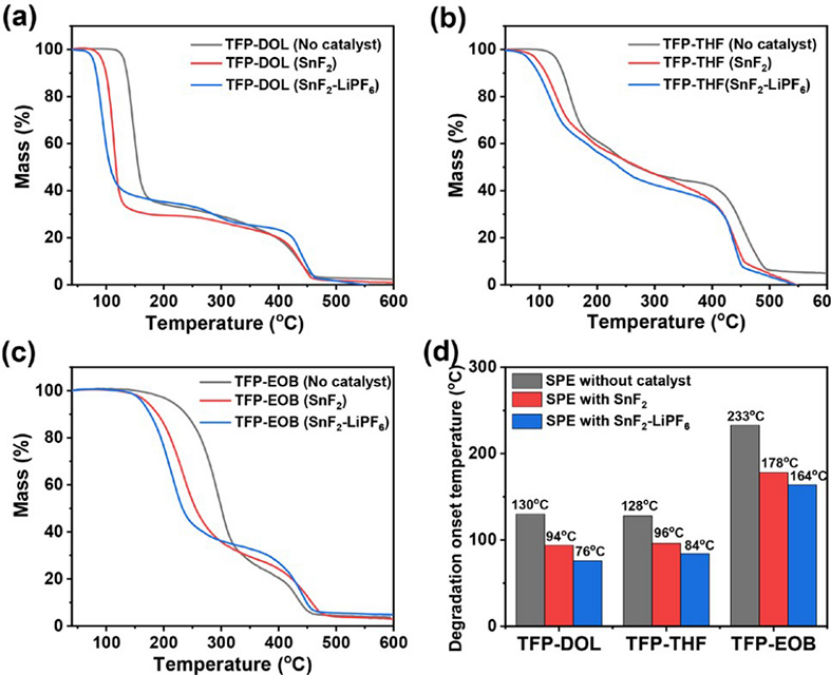
图 2、在催化剂为1wt% SnF2、SnF2(1wt%)-LiPF6和无催化剂的情况下,a)TFP-DOL、b)TFP-THF和c)TFP-EOB SPE的热重分析曲线;d) 在不添加和添加不同催化剂情况下,综合比较3种SPE的起始热降解温度。
图2显示,使用1wt% SnF2催化剂时,TFP-DOL、TFPTHF和TFP-EOB分别在94℃、96℃和178℃开始失重。TFP-EOB热稳定性显著高于TFP-THF和TFP-DOL。与含1wt% SnF2的共聚物相比,含SnF2(1wt%)-LiPF6催化剂的样品起始分解温度更低。考虑到这些共聚物在SnF2-LiPF6存在下聚合更快,更容易分解,应该存在聚合-解聚平衡。
图2a-d显示,去除催化剂的TFP-DOL和TFP-THF聚醚的起始分解温度在130℃左右,比相应的含SnF2的共聚物高30-35℃。而对于TFP-EOB,去除SnF2催化剂后,起始分解温度从178℃上升到233℃。这表明,催化剂的去除有助于这些聚醚的热稳定性的提高,反过来也证实了催化剂的存在容易导致这些聚醚的断链。
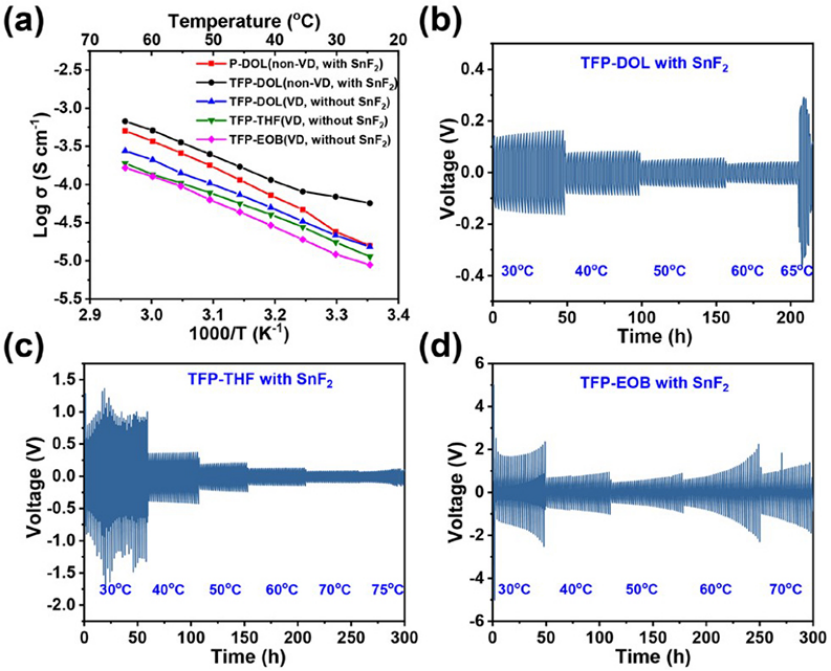
图 3、a)在不同温度下,测试了TFP-DOL、TFP-THF和TFP-EOB基SPE的Li+电导率;在0.15 mA cm-2下,含1wt% SnF2的(b)TFP-DOL、c)TFP-THF和d)TFP-EOB组装的Li/Li对称电池在30~75℃下的充放电曲线。
图3a显示,在三种SPE中,TFP-DOL的Li+电导率最高,TFP-EOB的Li+电导率最低。真空干燥(VD)的TFP-DOL电导率比非VD TFP-DOL低4倍左右,这可能是由于在非VD TFP-DOL中存在微量残留的DOL单体。此外,TFP-DOL的Li+电导率比P-DOL高1.5~2.0倍左右。这可以归因于TFP单元的空间位阻作用抑制了聚合物链的自聚集。
图3b显示,在0.15 mA cm-2下,对于含1wt% SnF2的TFP-DOL SPE,在30℃和50℃下,平均过电位分别为0.12V和0.05V。当升高到65℃时,含SnF2的TFP-DOL电池电压极化突然升高,且波动较大,表明界面恶化。在使用含SnF2的TFP-THF作为SPE的ASS Li/Li电池中(图3c),由于Li+电导率较低,在30℃下观察到较大的平均过电位,为0.75V。随着温度增加到40、50、60和70℃,电池稳定循环,极化逐渐下降。当温度达到75℃时,过电位开始逐渐升高,并出现轻微波动,表明TFP-THF发生界面分解。含SnF2的TFP-EOB SPE在30℃下具有更大的过电位,约为1.0V,表明界面反应更严重。虽然在40℃和50℃极化有明显的降低,但电压仍逐渐升高,当温度升高到60℃时,增加幅度更大,表明界面反应加剧。
因此,三个含有SnF2的SPE电池在40-60℃显示出稳定的锂电镀/剥离曲线,但当温度高于65-70℃时,界面开始发生严重恶化。该温度明显低于聚醚的起始热分解温度,表明锂金属加剧了聚醚的热降解。
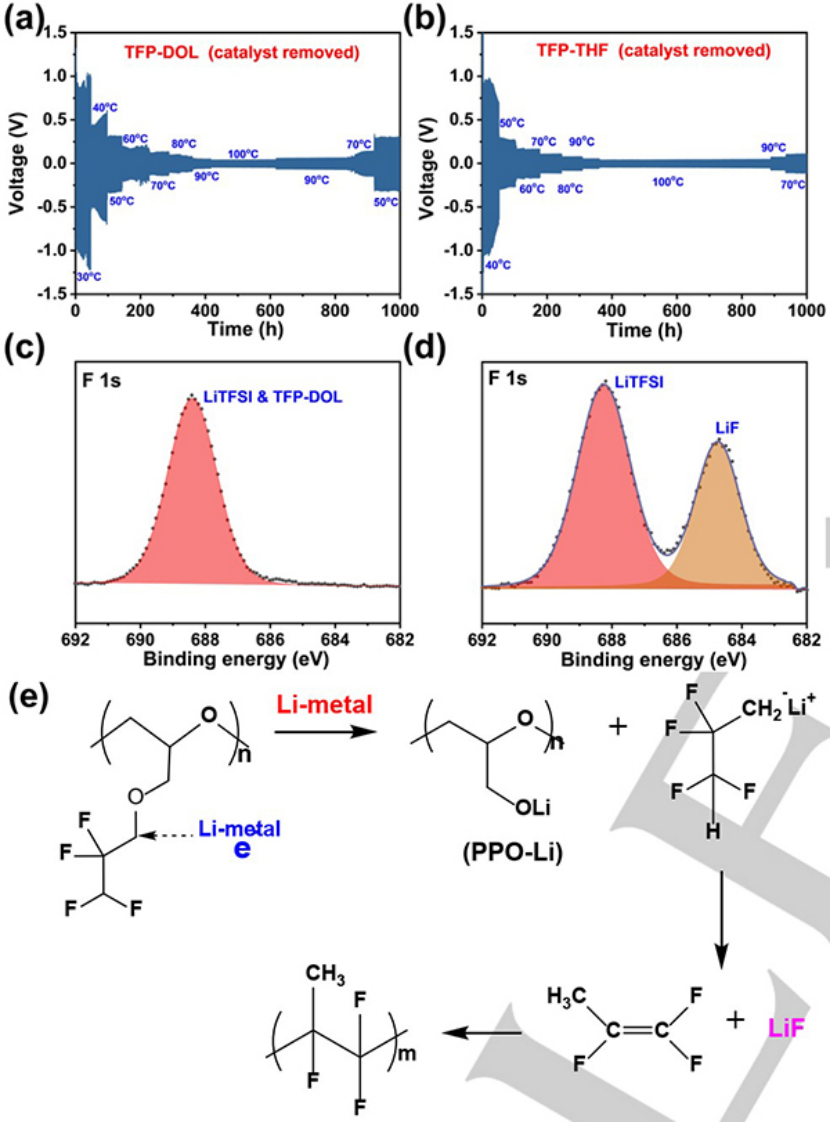
图 4、以TFP-DOL和TFP-THF为SPE的Li/Li对称电池在30-100℃、0.15 mA cm-2下的锂电镀/剥离曲线;c)催化剂去除后TFP-DOL和d)无催化剂TFP-DOL在Li/Li电池中循环后,Li金属的XPS曲线;e)含TFP聚合物与锂金属的反应机理。
当将去除催化剂的TFP-DOL、TFPTHF和TFP-EOB作为SPE时,Li/Li ASS电池各种温度下均表现出稳定的循环曲线(图4a、b),表明催化剂的去除有助于锂金属界面的稳定,特别是在高温下。图4c显示,TFP-DOL的F1s光谱没有对应SnF2或LiF的信号,说明SnF2被成功去除。而在Li/Li电池中使用无催化的TFP-DOL SPE循环后,Li负极表面检测到了明显的LiF信号(图4d),表明界面上原位生成了含LiF的SEI层。
根据上述XPS数据,图4e提出了含TFP聚合物与Li金属的反应机理,其中原位生成了由LiF和PPO-Li组成的复合SEI层以钝化界面。
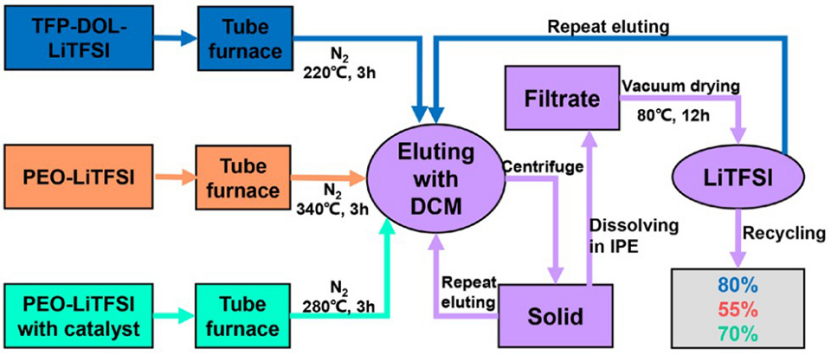
图 5、基于TFP-DOL和PEO的SPE中,LiTFSI的三种不同回收流程。
在氮气流下,将含1M LiTFSI 的TFP-DOL SPE 在220℃下焙烧3小时,如图5和6a所示,得到重量损失约57%的深棕色油状物。将剩余的深棕色物质分散在CH2Cl2(DCM)中,然后将悬浮液离心,保留固体以去除有机杂质。重复6次,得到灰黄色固体(图6b-g),在此过程中,DCM溶液逐渐变为无色透明,表明有机物去除成功。然后将得到的固体溶于异丙醚(IPE)中,过滤去除无机杂质(图6h)。将IPE溶剂蒸发后,用DCM再次冲洗左侧的黄灰色固体,进一步去除残留的有机杂质(图6i)。最后,再次使用IPE溶解固体,然后过滤掉不溶性物质(图6j)。将IPE溶剂蒸发后得到白色粉末,与最初的LiTFSI相比,在TFP-DOL SPE中的平均回收率为80%。
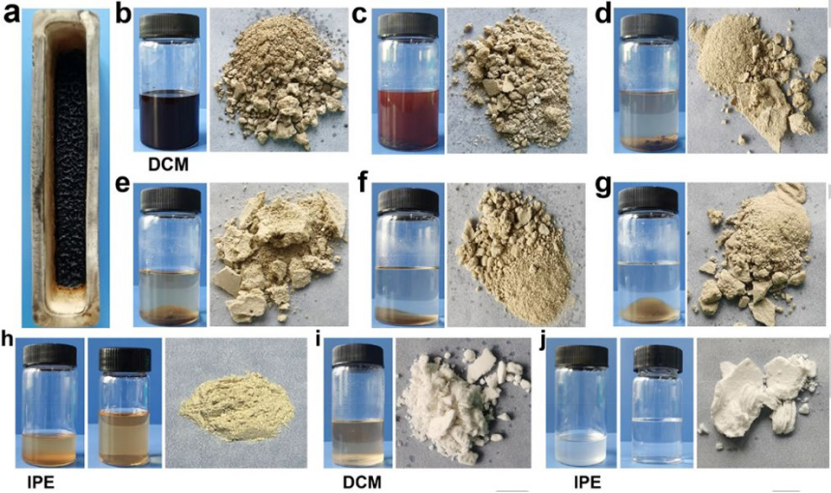
图 6、TFP-DOL SPE在ASS Li/LiFePO4电池中循环后进行LiTFSI回收时,不同阶段的图像:a)220℃烘烤3小时,b-g)DCM中残留的悬浮液和重复6次离心后得到的固体;h)IPE中残留的悬浮液(左)、过滤后的滤液(中)和IPE蒸发后得到的固体(右);i)再次用DCM进行漂洗;J)重复程序与h)相同。
图7显示,在N2下,PEO-LiTFSI SPE在365℃左右开始分解,表明PEO的热分解也会同时伴随着LiTFSI的降解。在2wt% SnF2的存在下,PEO-LiTFSI分解温度比纯PEO-LiTFSI低37℃。而如果使用SnF2(1wt%)-LiPF6催化剂,分解起始点比纯PEO-LiTFSI早40℃左右。随着LiPF6进一步增加,SnF2-2LiPF6和SnF2-3LiPF6分解起始点均比无催化剂的PEO-LiTFSI提前70℃以上。因此,添加催化剂可能仅有助于PEO解聚,并保留LiTFSI以供进一步回收。
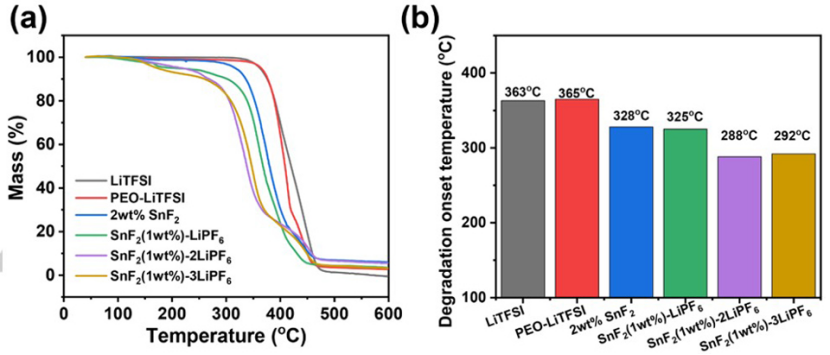
图7、当催化剂为2wt% SnF2、SnF2(1wt%)-LiPF6、SnF2(1wt%)-2LiPF6和SnF2(1wt%)-3LiPF6时,PEO-LiTFSI的a)TGA曲线;b)热降解起始温度。
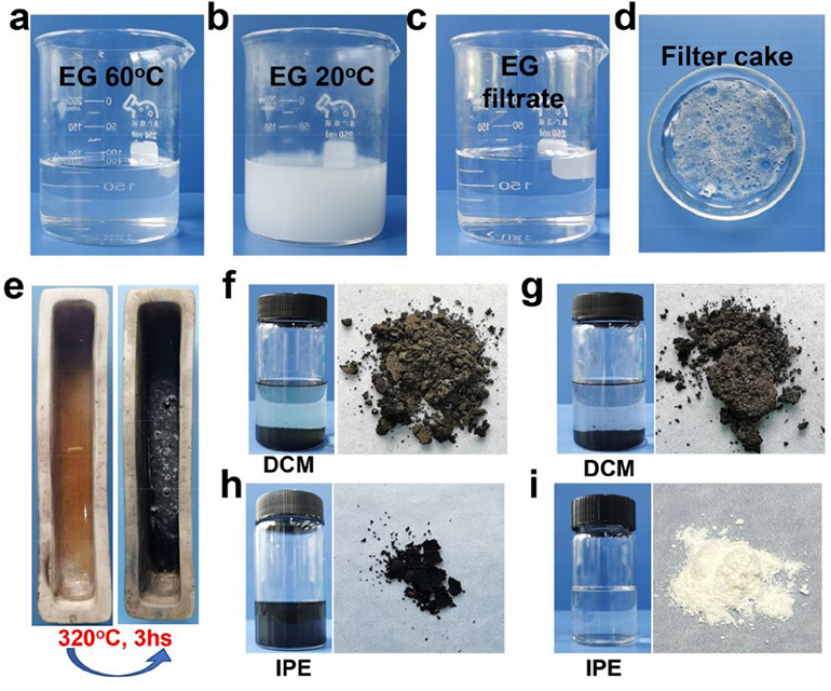
图 8、a)PEO-LiTFSI在EG中60℃溶解,b)PEO在EG中20℃沉淀,c)滤液,d)过滤后的滤饼;e)320℃ 3h焙烧处理前后物质图像,f-g)DCM中残留悬浮液和离心两次得到的固体;h)过滤后残留的IPE悬浮液和收集到的无机杂质,i)过滤后的滤液和蒸发后得到的固体。
图8a-d显示,循环后的PEO-LiTFSI膜先在60℃的乙二醇(EG)中溶解,然后冷却到20℃,产生大量白色絮状沉淀物。通过过滤,收集白色沉淀,约占初始PEO的96%。EG蒸发后得到一种粘性无色凝胶(图8e)。然后将凝胶在320℃下烘烤3小时,烧掉残留有机物(图8e)。剩余黑灰色固体用DCM冲洗两次,然后离心得到灰色固体(图8f,g),再用IPE溶解灰色固体,过滤掉无机杂质和炭化物(图8h)。IPE蒸发后得到白色固体粉末,回收率为~65%(图8i)。
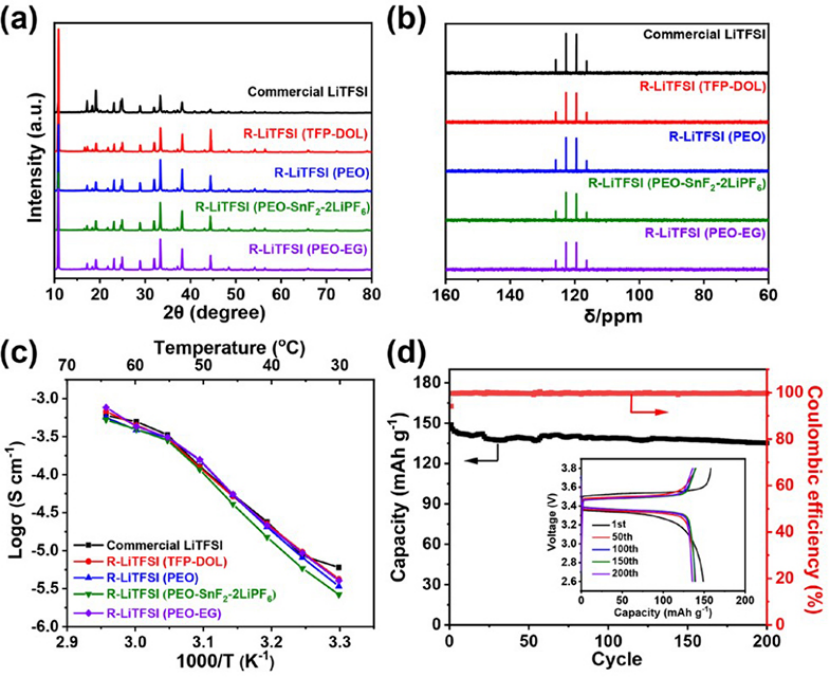
图 9、商业LiTFSI和R-LiTFSI经过不同处理后的a)XRD图和b)13C NMR谱图,其中R-LiTFSI(TFP-DOL)表示从TFP-DOL SPE中回收的LiTFSI, R-LiTFSI(PEO)表示从PEO-LiTFSI中回收的LiTFSI, RLiTFSI(PEO-SnF2-2LiPF6)表示在含SnF2(1wt%)-2LiPF6催化剂的PEO-LiTFSI中回收的LiTFSI, R-LiTFSI(PEO-EG)表示从PEO-LiTFSI中通过EG中PEO再结晶步骤回收的LiTFSI;c)四种R-LiTFSI的PEO SPE在不同温度下的Li+电导率;d)以PEO-R-LiTFSI为SPE的ASS Li/LiFePO4电池在0.15 C和62℃下的充放电曲线和循环性能。
四种不同回收工艺得到的R-LiTFSI的XRD谱图与原始LiTFSI相似(图9a),R-LiTFSI峰强度更强。图9b显示,回收产物的13C NMR光谱与原始LiTFSI相同,表明没有其他杂质。图9c显示,在30~65℃,含4种R-LiTFSI的PEO SPE与含商用LiTFSI的PEO具有几乎相同的Li+电导率。使用PEO-R-LiTFSI作为SPE组装的ASS Li/LiFePO4电池平均放电容量为135 mAh g-1(图9d),在62℃下循环200次后,过电位和容量下降没有明显的增加,库仑效率均保持在99.7%以上。
总结与展望
本工作使用SnF2和SnF2-LiPF6两种催化剂制备了一系列可热解的含氟聚醚。在催化剂存在和高温条件下,存在聚合-解聚平衡,这限制了这些含催化剂聚醚的使用温度。当催化剂去除后,这些含F的聚醚基SPE能够与Li金属形成稳定的界面,这是因为原位形成了含LiF的界面钝化层。此外,本文还探索了从SPE中回收LiTFSI的方法。通过SPE的热解,可以从聚醚和PEO SPE中分别回收80%和70%的LiTFSI。R-LiTFSI样品纯度高,具有与商业LiTFSI相同的电化学性能。该工作为LiTFSI的回收提供了一种低成本的策略,有利于促进固态电池的广泛应用。
审核编辑 :李倩
-
一种针对存储系统设计的应用级缓存回收策略2010-04-24 1920
-
基于EEOD码的一种有效的数据分布策略2008-12-18 1015
-
一种双层小区结构中的切换控制策略2009-02-21 603
-
一种综合的MPLS流量工程拥塞控制策略2010-07-16 872
-
一种简单有效的限流保护电路2009-07-11 3856
-
一种有效的谐波抑制方案2009-07-21 1344
-
街头电池回收箱只是一种摆设?2010-03-23 813
-
一种新型多电平SVPWM控制策略的研究2016-03-30 522
-
一种有效的Cache优化替换策略2017-11-27 1156
-
一种多策略并行学习的异构PSO算法2017-12-29 1040
-
一种改进的SHEPWM控制策略2018-03-28 969
-
一种基于自适应邻域策略的改进算法2021-06-27 1112
-
一种用于废旧LIB的闭环回收策略2022-08-12 1876
-
一种实现高性能锂金属电池的简单而有效的策略2022-09-20 1809
-
一种有效而直接的降解NCM材料的升级回收策略2024-12-18 2264
全部0条评论

快来发表一下你的评论吧 !
