

燃料电池电堆的设计和制造技术
电源/新能源
描述
1 前言
目前,影响燃料电池推广应用的因素除了加氢站等基础设施和法规等有待配套完善外,燃料电池的成本、耐久性、低温性能以及功率密度等仍有待提高。电堆作为燃料电池核心部件,是对外功率输出的核心,其成本约占燃料电池系统总成本的42%~62%所以电堆的开发对燃料电池推广应用至关重要。
目前,国内的燃料电池电堆已经部分实现了国产化,其中以新源动力以及上海捷氢等为代表的公司,通过自主研发,已经掌握了自主燃料电池电堆的设计和制造技术。广东国鸿等通过合作或引进的方式,也实现了电堆的量产。但总体来看,与巴拉德、丰田和本田等公司的下一代产品仍有一定差距。电堆的整个诞生流程主要包括产品需求定义、设计目标确定、参数化设计、仿真计算、电堆制备及优化、测试验证6个方面。
2 燃料电池电堆设计开发关键技术
2.1 需求定义
与传统内燃机相似,整车的功率需求、寿命、空间尺寸、成本等是燃料电池电堆的初始设计输入。燃料电池电堆的设计及改进方向,目前就是向传统内燃机看齐,力争在各方面缩小与内燃机的差距,进而突破阻碍其推广应用的掣肘。
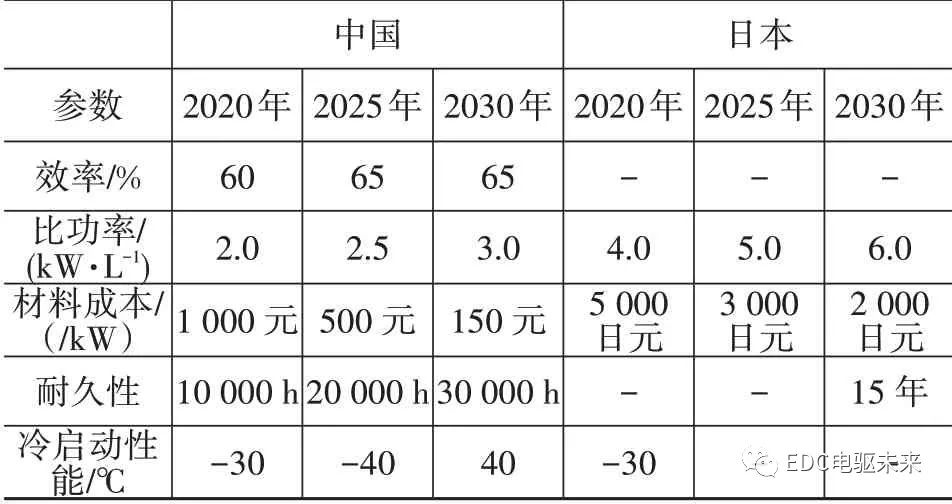
针对不同的车型及工况需求,燃料电池的电堆设计存在些许差异。如DOE预计,2025年,重型车将由3 个电堆并联组成391 kW 的燃料电池系统,中型车由2 个电堆并联组成202 kW 的系统。结合美国、欧洲、日本、韩国以及中国的燃料电池相关规划中的内容,针对商用车燃料电池电堆的设计目标,可归纳总结如表1。
表1 各国燃料电池相关规划中电堆性能指标
基于整车对电堆的实际使用需求,结合空气供给系统中空压机、燃料供给系统中氢气循环泵、冷却系统中散热器、电控系统中DC/DC 等关键部件的性能参数,考虑与拟开发电堆的匹配性后,即可基本锁定燃料电池电堆的边界设计条件。
2.2 电堆整体尺寸参数设计
燃料电池电堆的设计边界条件确定后,即可开展电堆的详细设计过程,其中包括燃料电堆各组件的材料、尺寸、性能指标、电堆的密封及封装方式等。燃料电池电堆由承压端板、绝缘板、密封件、双极板、气体扩散层、MEA 以及紧固件等组成,具体见图1。电堆设计应基于对燃料电池电堆原理的掌握,基于相关部件的性能和成本掌握,综合考虑工艺的可实施性。
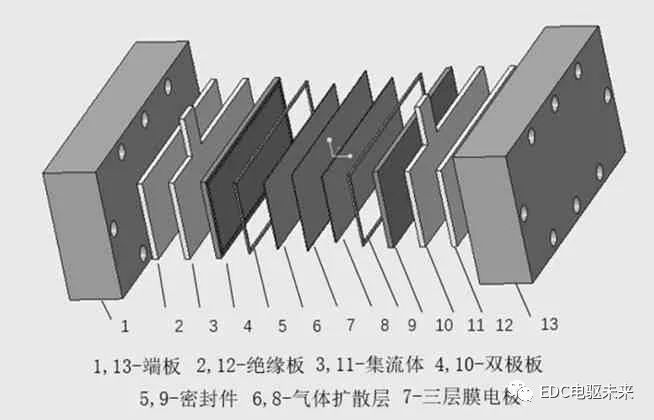
图1 燃料电池组成示意
2.2.1 双极板
双极板的设计首先应基于燃料电池电堆的实际使用如耐久性等,确定电堆双极板材料的使用类型。金属板相对更薄,体积功率密度更高,但耐久性相对差,更适用于乘用车。而石墨板耐久性更高,可应用于具有更大布置空间的商用车。双极板的厚度、流道深度、宽度、倾角和总体长度、脊的宽度以及流场形状、压降,是双极板设计的重点和难点。
目前,市售雕刻石墨双极板的厚度约为1.5~2.5 mm。Ballard 宣称其掌握石墨板组装后的厚度降至1 mm 以下。流道的宽度一般为0.5~2.5 mm,深度为0.2~2.5 mm,脊的宽度为0.2~2.5 mm,流道倾角一般为0~60°。流场的形状有直流场、交趾流场、单蛇形流畅、多蛇形流场,仿生流场和三维流场等。其中笔者所接触到的多以多蛇形流场为基础进行设计改进。流场的沟槽面积与总面积之间的比值为开孔率。考虑到双极板与其他部件之间的接触电阻,开孔率宜为40~75%。流场的压降一般为千帕级。考虑阳极采用压差排水,背压一般为20~80 kPa。
2.2.2 膜电极
膜电极是电化学反应的场所,是电堆的核心,其性能直接决定了燃料电池的性能。市售膜电极的性能一般可达1.2 W/cm2@0.6 V。膜电极由质子交换膜和阴阳极催化层组成。市售质子交换膜的厚度多为15~50 μm,其中Gore公司开发的10 μm的薄膜也已经被国外主机厂采用。为了提升电堆的整体性能,现多采用增强型质子交换薄膜。催化剂主要以贵金属铂为主,其中铂载量阳极为0.02~0.4 mg/cm2,阴极为0.2~0.4 mg/cm2。阳极多采用铂碳催化剂,阴极采用铂钴等合金催化剂。
2.2.3 扩散层
气体扩散层一般由多孔碳材料组成,包括碳纸基体和微孔层,是传输电子、反应气体和生成产物的通道,要求其具有良好的亲疏水性平衡、孔隙率、高电导率、低电阻率和良好的机械性能等。市售气体扩散层的厚度0.15~0.4 mm,孔隙率65%~80%。
2.2.4 密封
燃料电池的密封与传统内燃机相似,密封件用于密封双极板的冷却流道以及双极板和膜电极之间的反应气体通道,可采用的材料包括三元乙丙橡胶、氟橡胶、硅胶以及聚异丁烯等。密封件的选择应考虑其在工作期间的温湿度变化、化学物质腐蚀、气体渗漏、绝缘性和吸收冲击振动等性能。
2.2.5 绝缘板
目前燃料电池的工作电压范围为200~400 V,为了保证电堆使用安全,良好的绝缘保护不可或缺。绝缘板放置于2 侧端板和2 端承压板之间,其确保电堆使用中外壳绝缘,保证使用安全性,要求其具有良好的绝缘性,其材质可为硅胶等其他绝缘材料。
2.2.6 端板
承压端板用于压紧组装后的电堆部件,要求其具有较大的刚度,以抵御应力下的变形,使内部电堆的部件形变更一致,接触更好;具有相对低的密度,可实现减重。常用的承压端板材料包括铝合金、不锈钢和酚醛树脂等复合材质。
2.2.7 紧固件
电堆的紧固部件根据封装形式的不同而有差异。螺栓紧固由螺杆、螺母和垫片等组成,绑带紧固方式由钢带和弹簧垫圈等组成。
综上所述,电堆的组件在选择和使用时,还要考虑工作边界条件,如压力、温度、湿度、过量系数比等。温湿度变化对质子交换膜和密封件性能有要求。反应气体工作压力的提高,有助于提升电化学性能,但同时对电堆的密封性能会提出更高的要求。目前电堆的工作压力多数在150 kPa 左右。部分厂家的电堆工作压力可达250 kPa。在满足其他条件的情况下,提高过量系数比,也有助于提升电堆整体性能,通常过量系数比为1.5~2.5,阴极过量系数比略大于阳极过量系数。
2.3 电堆封装结构设计
2.3.1 定压或定容思路
电堆封装现采用的方式包括螺栓紧固式、绑带捆扎式。螺栓紧固式是较早采用的方式,其装配简单,设计要点为螺栓数量、分布、预紧力的大小以及螺栓预紧力的次序。绑带紧固的优势在于结构紧凑,可实现相对高的功率密度。其设计要点包括绑带材料、绑带宽度和厚度、绑带分布数量和位置。
无论是螺栓紧固式还是绑带捆扎式,主承压部分均为承压板,所以承压板的设计要基于承压板材料的刚度和强度,结合应力及形变,确定适宜的承压板厚度和形状,有利于实现电堆整体压力均匀分配,实现轻量化。
2.3.2 直接密封或间接密封思路
燃料电池的密封形式包括固态垫圈密封和液体密封胶密封。其中,液体密封胶密封可分为FIPG(就地成型垫圈)和CIPG(固化装配垫圈)。固化装配因其拆卸方便等优点被广泛采用。固化垫圈密封件在设计时,应综合考虑其密封高度、弹性模量、硬度、使用温度、工作介质考量因素,以便在电堆装配和使用过程中,提供足够的密封性,传递接触力。
电堆整体封装设计应保证整堆应力分布、寿命阶段内的振动和冷热冲击耐受性、工艺实现成本因素。在力争体积紧凑、质量降低的情况下,实现电堆的最优封装。
2.3.3 电堆体积优化思路
电堆的体积优化可以从结构设计和优化材料等方面展开。仿真和实验结果表明,长条形的电堆更有利于实现压力的均匀分布,增大长宽比也有助于减小电流密度的趋肤效应作用。减小封装力矩可以减小承压端板的厚度进而降低电堆长度。在考虑气体、液体均匀分配的基础上,通过长进气口有利于达到更好的气体均一性。降低体积最为有效的方式即采用更薄的双极板,实现电堆整体长度的降低。通过密封件和膜电极的结构设计,实现更紧凑的结构,也可以降低整体体积。
2.4 计算验证
仿真计算验证是电堆产品开发中不可或缺的重要环节。燃料电池因其工作原理涉及多学科,如电化学、电催化、热力学、材料学、结构力学、流体力学等,所以不同维度的仿真设计、计算工具和理论模型存在较大差异。燃料电池电堆通常是基于二维或三维设计软件,如Catia、Proe、Solidworks 和Autocad 等完成外形尺寸结构设计,然后与相关仿真设计软件包括MATLAB、CFD-计算流体力学、AVL Fire、Comsol、AmeSim等配合,进行仿真设计工作。
对于已经初步完成的电堆整体设计方案和选定的材料、部件属性和指标,基于仿真计算,可以及时发现设计中存在的缺陷,并为原设计模型提出优化意见,可以节省大量的实际制造时间。
3 燃料电池电堆制造关键技术
燃料电池电堆生产制造包括膜电极和双极板制备、密封及组装过程和下线检测。考虑到核心部件和电堆的工艺技术要求严格,综合一致性要求高,作为产品级的电堆生产制备,必须采用专用的设备。
3.1 膜电极
膜电极按催化剂初始喷涂载体可分为GDE 和CCM 2 种模式。GDE 模式是将催化剂喷涂于气体扩散层上,然后热压夹住中间的质子交换膜。CCM 模式是将催化剂直接喷涂在质子交换膜上,然后再覆上气体扩散层。其中因CCM 模式材料利用率高而成为行业趋势。CCM 模式又可进一步分为转印法、超声波喷涂法和卷到卷狭缝挤压法。目前而言,第一代双面转印CCM 工艺和第二代阴极直涂阳极转印工艺仍继续被采用。丰田采用卷到卷狭缝挤压法进行膜电极的生产。双面喷涂法在解决了质子交换膜在膜电极制备中的溶胀、收缩、起皱问题后,其更高的生产效率优势将得以充分显现。膜电极制备中的催化剂料、溶剂类型和比例、浆料整体粘度、喷涂模具、涂布角度诸多因素影响着膜电极的产品质量和性能。
有序化膜电极因其助于提高电极中催化剂的利用率、降低Pt 的用量以及增加反应的三相界面,近年来其应用研究也在不断深入。图2是膜电极制备工艺的流程简介。
3.2 双极板
石墨双极板的制造主要可分为数控机械加工和模压2 种类型,另外少量采用注塑成型。其中模压是将混合粉料加入预热好的模具,固化后得到双极板,因其适合大批量生产,易于降低制造成本,目前应用广泛。近年来,以Ballard 柔性膨胀石墨板为代表的产品因其较为卓越的性能,也得到了广泛的关注。金属双极板采用冲压、液压、辊压成型等方式生产,生产效率高,但需要解决流道加工和耐腐蚀镀层等问题。典型石墨板和金属板的加工工艺流程如图3。
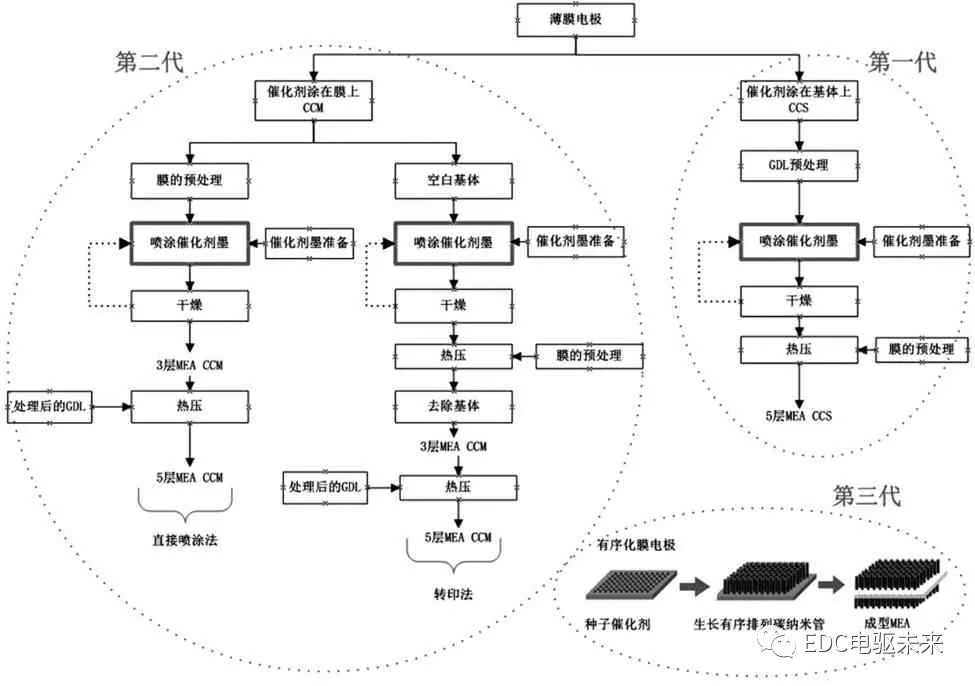
图2 膜电极制备工艺
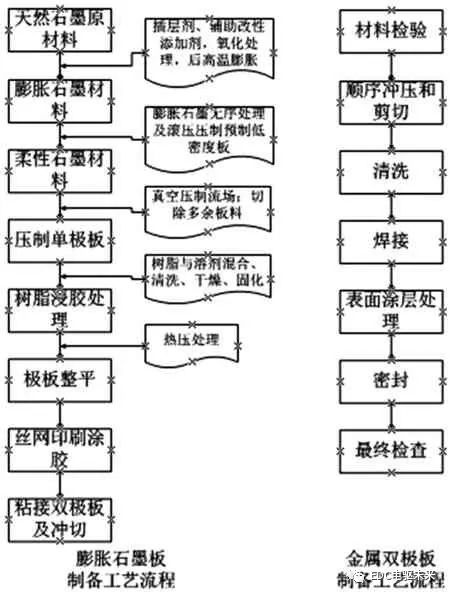
图3 双极板加工工艺流程
密封过程如之前所述,以采用固化装配垫圈为例,主要是将密封材料涂敷于双极板密封槽内,经过固化后形成外形尺寸和高度满足设计目标的密封结构。成形过程中点胶设备的参数设置及固化温度和时间,对成形的密封件性能有较大影响。
3.3 电堆
目前,燃料电池电堆的组装方式主要有手动组装和自动组装2种。
手动装配在试验阶段和工艺验证阶段,其效率低的劣势并不明显。装配人员借助于定位杆等,将承压板、绝缘板、集流体、双极板、膜电极等依次叠罗在一起。在外部加压装置的压缩作用下,压缩到预定程度或接触力后,用螺栓或绑带紧固在一起。手动装配由于全过程人为操作,在电堆整体尺寸不大的情况下,可满足实验测试要求。但在电堆整体尺寸较大时,累积效应产生的装配误差以及不一致性,会导致电堆的性能无法达到设计要求。电堆的装配一般工艺流程见图4。
自动装配相较于手动装配,生产效率更高。借助于自动拾取、CCD 成像等设备,自动装配可实现双极板、膜电极的自动抓取、定位和安装,整体装配误差较低,是未来电堆真正走向商品化后的必由之路。
在燃料电池电堆量产阶段,为了保证产品的可靠性、一致性和可溯源性,相关的材料、部件等检测、记录手段在电堆制造装配过程中是必不可少的,如热成像、CCD 成像、光学成像、红外光谱;用于质子交换膜、气体扩散层、膜电极的缺陷检查如针孔、刮擦、平面不平整度、催化剂团聚;高效智能传感器用于电堆装配中接触压力分布的实时精密测量记录;数字化互联系统用于电堆制造全生命周期的数据采集、记录和汇总。
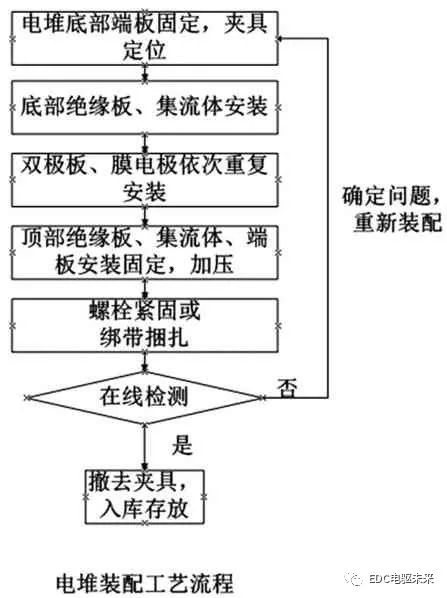
图4 电堆装配工艺流程
电堆装配完毕后,需要逐一进行必要的下线测试,包括气密性测试和电阻测试。这部分内容将在下节电堆测试环节中一并介绍。
4 燃料电池电堆测试
燃料电池测试包括开发测试、耐久测试和产品定型的性能测试。在不同的设计阶段,为了不同的验证目的,电堆的测试也分阶段进行,包括单电池、短堆和整堆3个部分的验证,验证包括气体分布测试、应力分布验证、性能、加速老化、可靠性、振动、冷热冲击和冷启动。电堆产品最终的设计性能是否满足要求,是在工程阶段按照工艺规范将样件组装成全尺寸电堆后,按照相关标准进行测试后确定。
4.1 性能测试
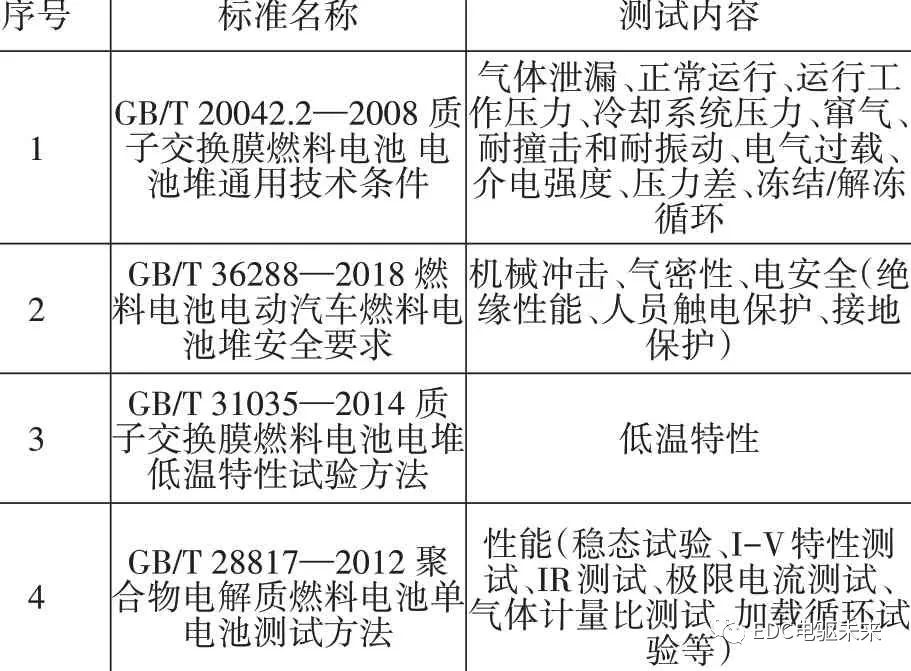
目前,中国已经颁布了相应的燃料电池测试标准,其中部分标准得到了国际组织的应用和采纳。已经发布和正在制订、修订中的标准如下,其中涵盖了电堆的多项测试要求。
4.2 电阻测试
电堆的电阻测试是通过对膜电极、双极板等部件的接触电阻的测试来考察电堆的装配是否达到预定工艺要求。较低的电阻值可以保证电堆部件之间的充分接触,最大限度降低电堆使用过程中的欧姆极化损失。由于采用的双极板、膜电极等材料和装配控制上的差别,电堆生产企业的内控值多不对外公布。
表2 单电池及电堆相关测试标准
4.3 气密性测试
气密性测试包括测试电堆整体的外部和内部窜气、漏液。气体的外漏尤其是氢气的外漏,降低了氢气的利用率,并会给整个电堆带来极大的安全隐患。内部的窜气,将降低电堆对外功率的输出。此项测试根据电堆设计的不同,控制指标也不尽相同。相对简单的测试方法是通过充气保压测试一定时间的压降,而更为精确的控制方式则是计算单位时间内通过单位面积的气体体积。
4.4 耐久性测试
耐久性测试用来衡量电堆使用寿命,目前并无统一的测试标准。衡量电堆耐久性的方法包括台架测试与实际路试。台架测试包括工况法和加速耐久法,实际路试作为更可靠性的方法也被电堆生产企业和整车企业所采用。台架测试工况可参考DOE 测试工况,加速耐久法多为电堆开发企业借助于采集的典型工况形成倍率因子加速测试。随着对设计开发的电堆了解的深入,对相关控制参数对电堆性能相互作用的掌握,电堆生产和整车企业,需要建立耐久性测试方法和标准,形成核心技术。
5 电堆未来发展趋势
(1)不断发展和提升性能
燃料电池电堆的性能将因基础理论、材料、部件等研发成果的应用,在输出、功率密度、耐久性和低温性能等方面将不断提升,如在比功率方面,将由目前的2.5~3.0 kW/L,逐步提升至3.5~4.0 kW/L 甚至更高,耐久性将超过20 000 h,低温情况在-40 ℃实现启动。同时随着产量的增加,其成本也将显著降低,使其更具备推广应用的价值,为节能减排做出重要贡献。燃料电池电堆的开发流程,也将随着产品化的深入,在零部件供应商和核心制造企业之间,形成优势互补,并持续优化完善。
(2)熟练的技术队伍和先进的开发流程
专业的电堆开发,人力资源是关键。在产品定义和设计阶段,实现平台化产品和模块化产品设计,充分汲取并应用基础研究和材料的改进创新的成果,才能促进技术不断提高和改进,从而实现电堆性能的整体提升。
(3)向智能化制备迈进
产品制造阶段,未来电堆必将实现自动化组装,从而最大限度降低制造成本。借助于优化的工艺流程、先进的制造设备和检测设备,将显著提高电堆的装配质量,减少制造过程中的产品缺陷,实现问题的闭环管理和追踪溯源。
(4)适当、科学且不过剩的测试能力平台
产品测试阶段在在满足国家相关标准和法规的基础上,积累形成企业的评价方法,掌握核心技术,应对不同层次产品开发需求。这一切的实现,有赖于测试能力平台的建设。测试能力平台建设,要兼顾当下产品在性能和耐久测试等方面的实际通过量需求,又要考虑产品未来3~5年的发展需求。
(5)知识积累
建立燃料电池电堆产品的差异化开发流程,完善从需求定义、产品定义、产品设计以及试制验证各个阶段的工作方法,补齐测试评价短板,加速产品开发进度。通过对基础数据的积累分析,掌握内在联系和规律,实现技术传承。
审核编辑:汤梓红
-
燃料电池测试负载如何进行负载测试?2024-12-16 6069
-
燃料电池测试–NI的解决方案2009-10-06 37246
-
燃料电池的原理及特性2009-10-10 3825
-
燃料电池技术2011-03-11 5888
-
对燃料电池你的了解有多大2013-04-27 4426
-
燃料电池车成本太高成绊脚石?2016-01-11 4079
-
燃料电池重卡热管理研究2021-04-15 2626
-
一文读懂,燃料电池电堆是什么,中国燃料电池产业发展到哪了2018-05-22 70005
-
丰田汽车公司表示,计划建造一座制造氢燃料电池堆的工厂2018-05-25 1636
-
燃料电池汽车优势 燃料电池堆技术现状2022-10-09 2191
-
沿着大功率、长寿命方向发展,氢燃料电池电堆产业正在快速升级2022-11-23 5091
-
万能材料试验机在燃料电池电堆压紧加工中的应用分析!2023-04-04 1124
-
ADI LTC6806燃料电池电堆巡检的应用场景2023-05-30 3912
-
氢燃料电池的基本原理及电堆核心技术材料的介绍(粘接胶带定制化)2023-02-15 14619
-
如何利用高斯过程回归模型建立燃料电池电堆功率预测模型?2023-11-02 3150
全部0条评论

快来发表一下你的评论吧 !
