

IIoT机械监测的无线加速计和温度传感器应用
MEMS/传感技术
描述
机械监测是一项众所周知的工厂机械维护技术,它是工业物联网 (IIoT) 或工业 4.0 计划的主要组成部分。该计划正在推动更高水平的自动化,包括提高生产作业和分布式信号处理中的数据交换水平。IIoT 的一个要素是扩展测量和记录大量工作参数数据的能力,这些参数包括旋转机械的振动水平和温度。这样就可以了解机器的当前状态,并洞悉即将发生的故障机理,从而实现计划性维护,而避免灾难性故障。
IIoT 的“障碍”是需要在整个工厂车间或外部设施(例如石油钻机或天然气管道和储存设施)的多台机器上安装和连接加速计、温度和其他传感器。
接线问题的解决方法是使用智能无线传感器,收集并组合振动和温度数据,而这些数据通过低功耗、大覆盖范围的广域网链接至控制室或云。为基于边缘的处理增加内置计算功能,有助于解读所有数据并仅传输必要的数据,从而让设计人员可以利用 IIoT 的全部优势。
本文首先讨论机器维护基础知识,接着介绍来自 TE Connectivity Measurement Specialties 的无线加速计/温度传感器。然后说明如何选择和应用这些器件。
为什么机器维护至关重要
工厂车间中的机器需要保持运转,以确保不会出现中断和成本高昂或灾难性的停机。这就要求对关键机器进行主动或被动的维护和维修。尤其关注工业 4.0 的现代制造商往往会主动出击,将关键路径上的机器纳入预防性维护计划。这需要检测、记录数据和分析机器的关键参数,如振动水平和温度,这些参数是机器当前运行状态的关键指标。这就要求将所有机器相关数据发送至控制室、云或其他中心位置,以进行监测和分析。过去,这是通过在受监测机器与控制室之间布设电缆来实现。这种方法成本高昂,并且需要大量的维护工作。IIoT 的发展使机器到控制室的传感器不再需要硬接线,取而代之的是网络无线连接。
下面以一个传统机器监测应用为例:一台配备加速度计的典型机器。来自变送器的所有振动数据都会传送至控制室,并分析是否有任何非常明显的问题,而且可以存档以供参考,以分析表明需要维护的长期变化。请考虑一下从安装在风扇框架上的加速计获得的三叶冷却风扇振动特征(图 1)。
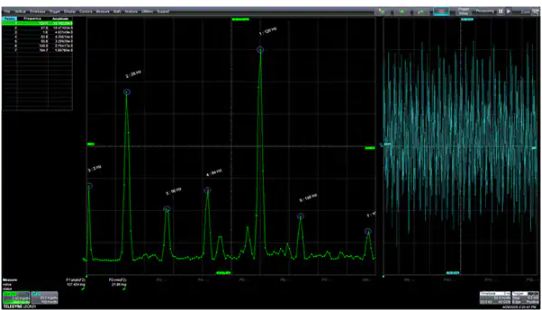
图 1:以每分钟 1,668 转的转速运转的三叶冷却风扇的振动特征(右)及其快速傅里叶变换频谱(左)。谱峰包含表征风扇运转的所有必要信息。(图片来源:Digi-Key Electronics)
加速计信号显示在右侧网格中。这是一项时间记录,显示了以 gs 为单位的加速度与时间的关系,并包含 100,000 个样本。加速计的输出是电信号,其比例系数或灵敏度为每 g 100 毫伏 (mV/g)。该电压信号经测量仪器重调,从而以 gs 读取。
加速度时间记录看似随机,但是通过执行快速傅里叶变换 (FFT) 并将加速度信号视为频率的函数(频谱),如左侧网格所示,解读会变得更加清晰。该频谱描绘了信号线性幅度 (gs) 与频率 (Hz) 之间的关系。该频谱上标记了七个峰。这些峰与风扇的特性(即转速和电源线频率)有关。
27.8 Hz 处的峰(左起第二个)是风扇电机的转速,27.8 Hz 对应于每分钟 1,668 转的转速。此外,还标出了 55.6、83.6 和 194.7 Hz 处的转速谐波,这些信号的相对电平指示诸如机械松动等问题。83.6 Hz 处的三次谐波具有更高的幅度,因为它也是叶片通过频率。电机每次转动引起振动时,风扇叶片会通过支撑结构三次。这加入到旋转的三次谐波中,使其幅度高于其他谐波。120 Hz 处的大峰值归因于感应电机的旋转磁场。其在 92 和 148 Hz 处具有来自机械旋转的边带。
很明显,FFT 大幅减少了必须传输的数据量。振动信号的 100,000 个样本可以分解为此机器需要传输的七个关键峰。如果此处理在变送器中进行,则仅需要发送有关谱峰的信息,从而降低通信通道上的负载。
加速计
加速计是一种振动传感器,其产生与机械加速度成比例的电压输出。压电式加速计使用已知质量来压缩压电元件,例如陶瓷或石英元件,以产生与传感器加速度成比例的电压。无线压电式加速计的示例包括 TE Connectivity Measurement Specialties 的型号 8911-A 和 8911-E。这些单一的电池供电器件将两个传感器、数据收集器、数字信号处理器和无线电组合到一个紧凑型器件中,可同时测量振动和温度(图 2)。
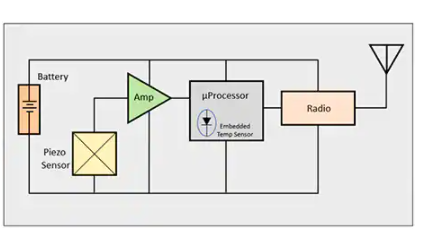
图 2:TE Connectivity Measurement Specialties 的 8911 无线加速计在紧凑型电池供电器件中包含加速计、温度传感器、微处理器和无线电。(图片来源:TE Connectivity Measurement Specialties)
加速计的最大加速度范围为 ±50 g,灵敏度为 100 mV/g,以及大于 10 千赫 (kHz) 的 ±1 分贝 (dB) 带宽。所有这些均包含在环境密封的不锈钢和聚合物外壳中,工作温度范围为 -20° 至 60°C。该加速计由一节可更换的 3 伏 CR123 电池供电。
微处理器负责运行控制和振动数据的信号处理。温度数据来自微处理器中的嵌入式温度传感器。微处理器对获取的振动数据执行 FFT 分析。FFT 的评估显示了振动数据中八个最重要加速度峰值的中心频率、峰值幅度和总频谱含量百分比。如前所述,峰值频率和幅度是机器诊断所需的关键参数。若传输的数据量减少,则可减少通信信道带宽、增加覆盖范围并降低 8911 加速计的功耗。该加速计的典型电池寿命为五年。如此长的电池寿命减少了加速计的必要维护工作,这是一种非常理想的情况。
通信通道
该加速计使用 LoRaWAN A 类通信协议,该协议在欧洲利用 868 兆赫兹 (MHz) (8911-E)、在美国利用 915 MHz (8911-A) 无牌照无线电频率。LoRaWAN A 类协议提供了一种简单、可靠且安全的通信通道,允许将机械诊断扩展至禁止安装有线系统的工厂区域。
LoRaWAN 是 LoRa 联盟所管理的开放标准。采用的是来自 Semtech Corporation 的专有扩频技术。该标准使用可轻松生成的调频式“啁啾”来产生具有高抗扰度的扩频信道,能够提供 5 至 15 公里 (km) 的可靠通信范围。根据范围的不同,数据速率可高达 50 kbps。
8911 无线加速计能够进行双向通信。除了传输振动和温度测量值,变送器还可以接收远程控制信号,从而可将加速计的采样周期设置为每分钟一次到每天一次。工作时,8911 加速计会在启动时执行自诊断程序。然后,它会尝试使用空中激活 (OTAA) 加入 LoRaWAN 网络。该器件将在内部“加入”计时器的控制下,按照预先计划的时间表重复这一操作。成功加入网络后,它将进入采样模式并开始处理振动和温度数据。
程序化的工作流程包括采集振动信号、对采集到的信号进行 FFT、检测并提取重要的振动峰,最后将数据传输至网络。
使用的数据协议是固定的(图 3)。

图 3:LoRaWAN 数据协议显示数据传输至网络的顺序。(图片来源:TE connectivity Measurement Specialties)
电池状态是所传输的第一个数据。该数据是电池容量,以百分比为单位。紧随其后的是 FFT 频谱峰值的数目,当前设置为八个。第三个数据元素是温度,以两个字节发送。接下来,发送所测频段中的总频谱能量,同样为两个字节。积分大小与在峰值检测算法中确定的峰宽有关,还是两个字节。然后是峰值数据,从第一个峰开始:两个字节代表频率,两个字节代表幅度,然后是一个字节代表该峰值幅度与总频谱幅度之比。对于剩余的七个峰值,每一个都会重复最后三个数据值。同样,传输的数据量小,因此电池寿命长,所需通信带宽窄。
使用加速计
加速计可采用任何方向安装;常见的安装方向是垂直或水平。加速计可使用三种方法中的任何一种安装到机器上(图 4)。加速计的底座带有 ¼-28 NF 螺纹,可使用制造商提供的三种双螺柱(¼-28:¼-28、¼-28:M6 或 ¼-28:M5)中的任何一种来安装。此外,还有粘合安装螺柱和磁吸安装螺柱。在所有情况下,加速计都必须牢固安装,因为任何松动都会影响振动测量。
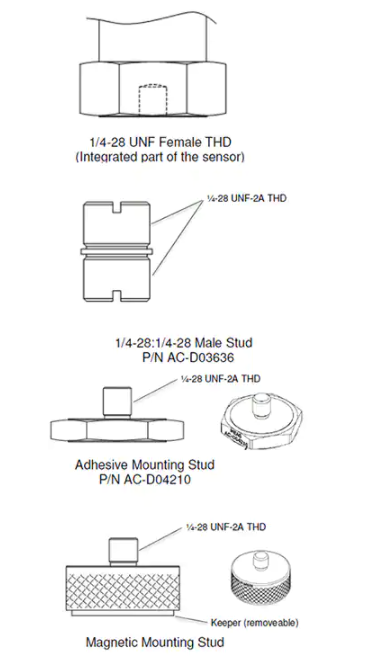
图 4:8911 加速计的三种安装选择是螺柱、粘合剂和磁吸。(图片来源:TE connectivity Measurement Specialties)
粘合剂安装需要具有机械刚性的粘合剂。不建议使用压敏粘合剂或泡棉胶带,因为柔性安装会导致加速度读数错误。推荐使用会在机械上“固化”的环氧或氰基丙烯酸酯粘合剂。
磁吸安装的拉力为 30 lb,与铁类材料制成的机架兼容。
传感器控件和状态指示灯
传感器具有一个复位按钮和两个 LED(一个蓝色和一个红色),用于指示其状态。透过聚合物盖可看到这两个 LED。拧下聚合物盖即可接触这些控件和指示器。
传感器上的按钮将在变送器工作周期的任何时间点,自动启动新的捕获和数据分析。
蓝色 LED 指示灯点亮 2 秒,表示传感器已成功启动并加入 LoRaWAN 网络。然后,每当成功传输并确认传输的数据时,它会闪烁。
如果传感器无法加入网络,则红色 LED 会点亮 2 秒。如果传输的数据包未确认,它也会闪烁。
结语
工厂自动化工程师和设计人员在为 IIoT 做准备时,需要一种快速有效的方法来为设备装备监测功能。如上所述,8911 型加速度计/温度传感器提供了一种简单、可靠且安全的方法,可在有线传感器不容易支持的工厂区域增加机器监测功能。内置的信号处理功能为绘制和监测机械性能提供了必要的数据,同时将网络通信负载降至最低。该产品基于 LoRaWAN,其通信范围广、电池寿命长,并内置信号处理功能,使其成为 IIoT 或工业 4.0 应用的理想之选。
-
振动温度监测传感器:智能设备健康管理2025-12-16 766
-
无线加速计和温度传感器可简化 IIoT 机器监控能力的部署2023-10-03 1875
-
IIoT究竟是什么?传感器在IIoT中的关键作用是什么?2021-05-21 2288
-
如何使用无线加速计和温度传感器简化IIoT机器监测功能的部署2020-12-31 696
-
无线测温系统在变压器温度监测中的应用2020-08-30 1990
-
状态监测之压电振动传感器与可变电容振动传感器技术比较2020-07-07 2659
-
基于无线传感器网络的角度监测系统设计2020-04-28 1823
-
Hansford Sensors加速计2020-03-12 830
-
加速度传感器原理2018-11-09 2342
-
加速度传感器的原理2018-11-08 2169
-
加速度传感器种类和应用2018-04-28 3990
-
加速计2017-09-18 3841
-
温度传感器2017-09-11 3929
全部0条评论

快来发表一下你的评论吧 !
