

如何校正和修复螺纹孔浅的方法
描述
本文论述了利用校正丝杠和改型钻头,在摇臂钻床和枪钻上如何校正和修复螺纹孔浅的方法,简捷实用,在实际生产中取得了很好的效果。
在机械加工行业对工件攻螺纹的过程中,有时会碰上因为工艺不合理(已加工螺纹孔的工件焊后再加工其螺纹孔端面)、加工人员读图失误(看错尺寸)或操作失误(计算错误、钻浅底孔、编程错误以及钻攻螺纹孔深度定位错误)等诸多因素导致某些工件上的螺纹孔在加工完成后存在深度不够的现象。
此类问题一经发生,由于钻床的稳定性较差,操作者和工艺技术人员往往会直接将待修复螺纹孔的工件安装在镗床或铣床工作台上,校正紧固后采用螺纹孔底孔钻头按照螺纹孔内径校正后,钻削其底孔至图样深度,再对其用丝锥进行攻螺纹修复。但这种方法很容易使操作者在加深钻削底孔的过程中,对原螺纹发生“摩擦式的切削”,导致已有螺纹出现破坏,影响了螺纹孔的加工质量。
同时,这种修复方法要求操作者具有较好的技术水平,且对螺纹孔校正过程时间较长,工作效率很低。利用镗铣类设备对其进行修复的成本也相对较高。另外,如果螺纹孔端面由于被组焊后再加工或其他原因而发生了与螺纹孔中心线不垂直的现象,必然会出现在二次钻削螺纹底孔的过程中导致对已有螺纹的破坏,从而也必然会导致工件螺纹孔发生报废或降级的隐患。笔者在经过多次研讨和试验后,寻找到了一系列工效比较快、质量可靠稳定的窍门。
01 在摇臂钻床上修复螺纹浅孔的方法
如果工件材质硬度较高,修复其螺纹孔时可在摇臂钻床上钻攻。但需先按照图1所示的方式校正螺纹孔的中心线与钻床主轴的中心线平行,然后再直接用钻头校正螺纹孔和钻床钻轴的中心线同轴,并用钻头、丝锥按照要求的尺寸对深度浅的螺纹孔进行钻攻。
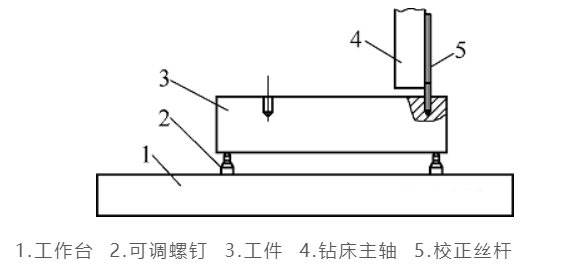
图1 校正螺纹孔中心线与钻轴轴心线平行
1—工作台 2—可调螺钉 3—工件 4—钻床主轴 5—校正丝杠
修复螺纹孔的步骤:首先,将工件安放到已布置在钻床工作台上的可调螺钉上;其次,将校正丝杆旋入待修的螺纹孔中并拧紧,以确保校正丝杆中心线与螺纹孔中心线一致;然后,将钻床主轴与校正丝杆贴近(须留间隙,防止钻床主轴将校正丝杆挤歪而影响校正精度),并调整可调螺钉,使校正丝杆与钻床主轴平行,渐调渐靠,确保其平行度误差不大于0.03mm,可用一张纸条在钻床主轴与校正丝杆之间的上下部分抽拉,使其受力均匀即可;最后,将钻夹头安装在钻床主轴中,把改型的钻头装夹在钻夹头中,使钻头插入待修螺纹孔中,观察其柄部与螺纹孔各处间隙均匀一致后,按要求尺寸钻削,完成钻孔后换上丝锥攻螺钉即可。
改型钻头的制作非常简单,将一旧钻头的钻刃长度尽量磨至够用即可。其直柄部分均匀地磨去或车去1mm,使其在钻孔中与原螺纹孔存在1mm间隙,不再发生对螺纹孔已有螺纹的损伤。
校正丝杆的精度要求较高,其螺纹部分必须与直柄部分同轴,不得存在弯曲,且其长度一般为待修螺纹深度的3~5倍,以确保校正精度。
02 用手枪钻修复螺纹孔浅的方法
对于体积较大、质量较重且材质较软的工件(如铝合金类工件)需要修复直径尺寸较小的螺纹孔深度浅的问题时,可用手枪钻夹持前述改型钻头直接对其钻削,然后再用手动攻螺纹即可(见图2)。
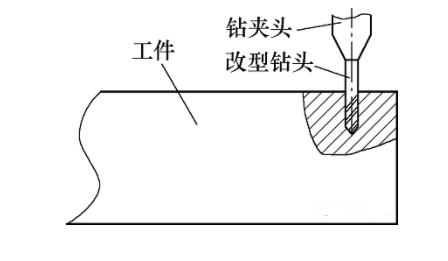
图2 修复钻孔示意图
03 结论 对于修复小型螺纹孔的方法很有创新性,特别是采用了利用旧钻头车、磨后的改型钻头,实属小发明,不仅再利用了废旧物资,还解决了业内较为棘手而又确实存在的问题。在实际生产过程中能够切实解决螺纹孔浅的修复问题,方法简捷、实用,且能够普及,值得推广。 专家点评:
文中修复螺纹孔深度的方法比较实用,集中了工人师傅的智慧和实践经验,特别是制作改型钻头和校正螺纹孔的技巧,简单易学,熟练掌握后可以解决很多棘手的问题,可在生产中推广和使用
审核编辑 :李倩
-
内孔堆焊激光熔覆修复加工:重塑工业修复的科技标杆2026-03-24 745
-
请问能否解释一下ad9361驱动程序中所采用的iq校正和直流校正的原理?2018-10-08 4371
-
如何校正和减小由测试固件引起的误差2019-07-19 2866
-
请问同时进行时钟校正和逗号对齐吗?2020-06-18 920
-
距离徙动校正和斜地变换的实时算法研究2009-11-18 3578
-
海底大地电磁探测数据畸变校正方法的研究2006-03-24 1588
-
功率因数校正和移相控制2017-09-12 897
-
螺纹加工形式及加工方法与因素考虑2019-12-07 2335
-
螺纹孔倒角如何避免产生凸起的毛刺2020-09-27 15367
-
CNC加工中心里面最常用的几种螺纹加工方法有哪几种2021-04-20 6429
-
各种螺纹的加工方法,你知道几个?2021-05-08 30038
-
螺纹孔在加工完成后深度不够怎么修复?2023-01-30 2510
-
螺纹测量方法知多少?2022-03-14 5899
-
散热铝基板怎么开螺纹孔2024-10-17 2569
-
动平衡校正和振动测量有关吗?2024-10-18 1057
全部0条评论

快来发表一下你的评论吧 !
