

几种常见的车用锂离子动力电池的优势与缺陷分析
电池技术
描述
0.前言
随着新能源汽车的蓬勃发展和市场份额的不断攀升,用户与市场对续航里程、快充能力的要求也越来越高[1]。为此,从磷酸铁锂正极到初代三元正极,再到如今的高镍三元正极材料,能量密度不断提高。目前提高电池比能量,除了提升正负极材料外,另外一个途径是改变电池单体、电池模块和电池包的设计[2]。近年来,CTP(Cell to pack)、CTC(Cell to Chassis)以及刀片电池都反映了这种趋势。但是,软包电池天然具有高能量密度的优势(10%),在软包的关键材料--铝塑膜取得突破的前提下,如何发挥软包电池的优势成了值得研究的问题。
2020年,装载高镍三元锂离子电池的电动汽车起火、爆炸安全事故数猛增[3-4]。为同时满足高比能、长续航和安全性等目标,不易炸、抗挤压性能好的软包电池成为车用能源动力系统的一个较好的选择。近年来,国内独创的“干热复合法”成为软包电池提质降本的关键突破,为软包电池的推广提供了机遇。然而,在车用软包锂离子动力电池优点的背后,存在着诸多的技术问题。
本文分析比较了几种常见的车用锂离子动力电池的优势与缺陷,并分析、论述了软包电池存在的以下技术问题:软包电池铝塑膜密封与尺寸控制问题;软包电池充放电过程厚度/预紧力变化与其寿命的问题;软包电池独特的结构与其热管理系统设计的问题;碰撞易变形、鼓包胀气等特性带来的安全性问题。针对可能的解决方案提供了方向与思考。
1.车用软包锂离子电池的机遇
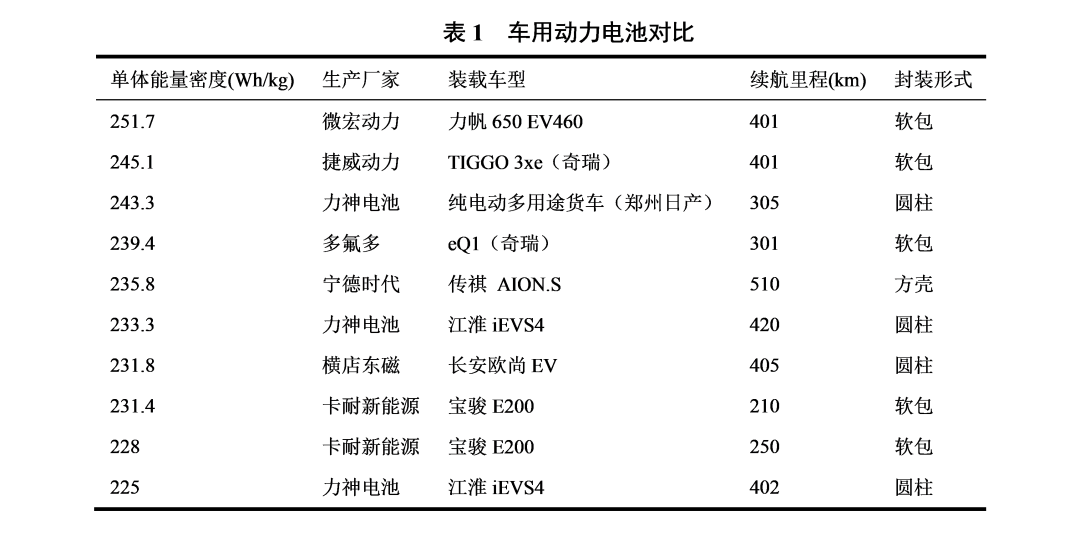
如表1所示,从续航能力的角度来比较电池单体,三元软包的优势比较明显。特别是考虑质量能量密度时,鉴于软包电池在结构上采用铝塑膜包装,重量较同等容量的钢壳锂电池轻40%,较铝壳锂电池轻20%。同时,车用软包锂离子电池体积少20%,较同等规格尺寸的钢壳电池容量高 50%,较铝壳电池高20~30%。
就实际车载应用而言,三元软包单体电芯能量密度高,也受到很多公司的青睐。此前,承接我国科技部300wh/kg高能量密度重大科技专项的三家动力电池公司——宁德时代、力神、国轩,均采用三元软包的路线以实现300 Wh/kg的高能量密度目标。
此外,考虑到三元软包相对更高的安全性,尺寸灵活、便于布置,三元软包的技术路线也更适合发展固态电池。因此,不同于以往的方壳电池占据实际应用中大半份额的情况,三元软包电芯有着较强的上升趋势。
就目前我国新能源汽车发展趋势而言,受补贴政策影响,系统能量密度也逐步随单体能量密度而提升。根据2019年新能源汽车补贴政策要求,系统能量密度是获得补贴的硬性指标之一。虽然现有车型中方壳电池所组电池包在包级能量密度上具有一定优势,而随着软包电池生产工艺的提升,软包电池所构建的电源系统也将呈现上升趋势。在九系高镍三元正极材料与原位固化等技术逐渐走向市场的背景下,软包电池也将具有更为广阔的纯电动汽车市场。
在性能方面,软包电池具有更全面的优势:
(1)软包电池适合应用于严苛质量或体积限制的便携式设备能源系统,如3C消费电子产品,同样适合应用于紧凑的车用能源系统;
(2)软包电池可根据客户需求、车型、空间大小等实际应用限制定制外形,可以做更薄,普通铝壳只能做到4mm,软包可以做到0.5mm。目前,电池单体也在朝着大容量、高倍率的方向发展,大尺寸、轻薄型软包电芯将更好地满足新能源汽车等领域移动电源的需求;
(3)软包电池在循环性能上同样具有一定的优势。研究表明,软包电池的循环寿命更长,100次循环衰减比铝壳少4%~7%[5];
(4)更具优势的是,软包电池的内阻较锂电池小,国内最小可做到35mΩ以下,极大地降低电池的自耗电;
(5)软包电池在大电流等工况下相较于方壳及圆柱形电池具有一定程度的安全性优势。此外,如图1所示,软包电池具备更强的抗挤压性能。
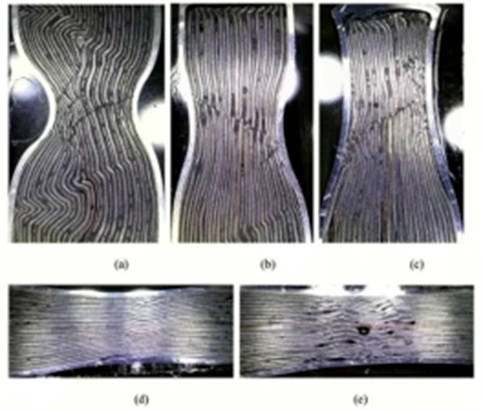
图1 软包电池受挤压横截面示意图
2.软包电池应用的铝塑膜密封与尺寸控制挑战
在软包电池的生产制造过程中,冲坑、密封等环节的控制需做到精确控制。如图2所示,若密封力过大,使用过程中可能突破铝塑膜的许用应力极限而导致破裂。而密封力过小,在软包电池正常充放电膨胀收缩的“呼吸效应”作用下,会导致铝塑膜密封处崩开,带来进水、进气、极耳松动等问题。
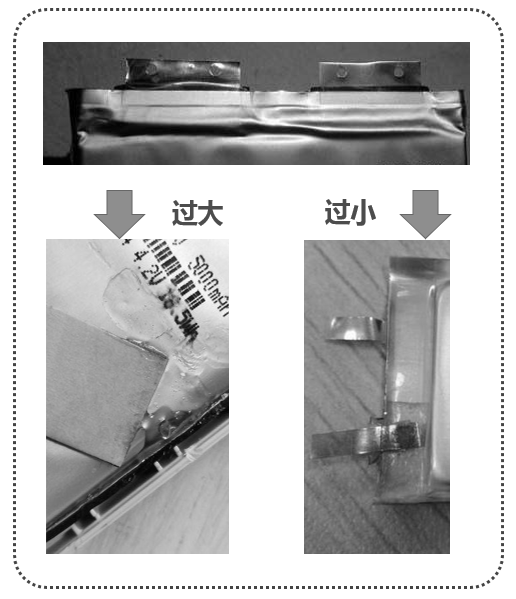
图2 软包电池铝塑膜密封力问题示意图
在软包电池的正常使用过程中,密封部位随循环使用的耐久性对软包电池的车载应用带了严峻挑战。Zhang等[6]提出了一种改进的粘性区域(Cohesive zone model, CZM)模型探究恒定载荷下软包电池的性能衰减过程,用于评价软包电池密封区的牵引分离关系。利用标准试件和原位拉伸试验机,设计并在室温下进行加速衰减实验(Accelerated degradation test, ADT)模拟密封区的分离过程。模型预测与试验数据吻合较好。研究发现密封区域的粘合强度在较小的恒定拉伸载荷下缓慢下降,甚至会导致长时间的延迟断裂;室温下粘接强度的衰减速率与恒载水平呈线性关系。
密封胶的降解也是影响电池完整性乃至电池安全的重要因素。其原因可归为分子链的断裂与交联,这会降低分子量,削弱界面间的键合关系;而密封处工艺参数的变化也会导致软包电池密封性的下降,具体表现为最大剥离力的减小[7]。
然而,目前的研究大多只考虑了在室温下产生气体所引起的负荷效应,而温度在粘弹性材料蠕变过程中也起着重要的作用。此外,电解质的影响也可能导致严重的降解。因此,目前对于软包电池密封性的研究并未深入考虑各方面因素展开,相关规律、机理并不明晰。
同时,铝塑膜的存在,也使得软包电池单体制作过程中尺寸一致性较差。在汽车产业对整车尺寸链的严格要求下,无论是单体尺寸误差累积到整个电池包的尺寸误差,还是整个电池包尺寸误差分摊到单体尺寸误差,铝塑膜所带来的误差影响都难以消除。在目前单体尺寸误差难以控制的前提下,工业界通常只能从模组级别控制尺寸精度。
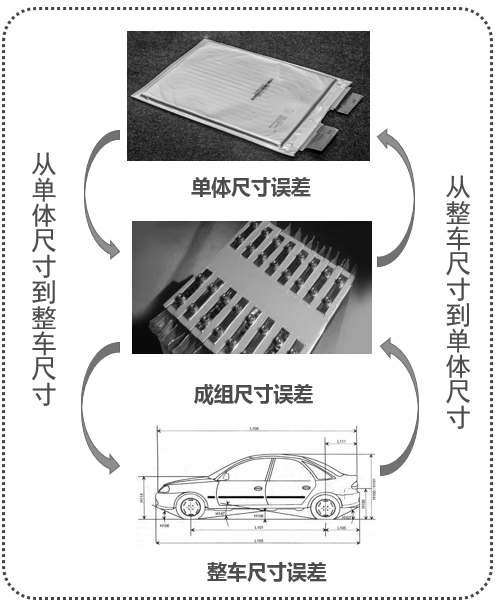
图3 软包电池与整车尺寸误差问题示意图
3.软包电池应用的预紧力与使用寿命挑战
软包电池在充放电过程中的呼吸效应、在成组使用过程的膨胀收缩与预紧力的共同作用会对电池寿命产生重大影响。因此,软包电池成组后的设定合适的预紧力十分重要。
如图4所示,软包电池在充放电循环中充电完毕时膨胀量最大,此时电池内部受到的挤压力也越大;而放电过程则是一个恢复过程。
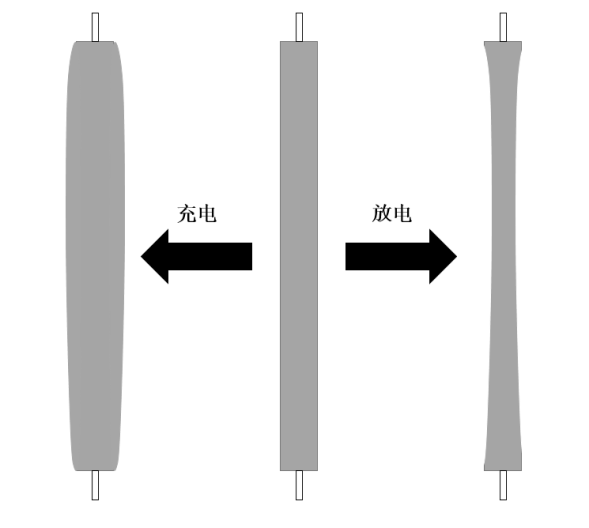
图4 软包电池充放电“呼吸效应”示意图
为保持电池包的尺寸,需对成组软包电池在厚度方向施加一定的预紧力。该预紧力不仅影响软包电池厚度膨胀率,还影响电池的使用寿命。研究表明:钴酸锂软包电池的循环容量衰减率和厚度膨胀率,均与循环次数的平方根呈线性相关[8]。在电池模组中设置弹性元件不仅可以提高软包锂离子动力电池的电化学性能,还能一定程度上抑制过放电的危害。
如图5所示,不同于外特性分析,通过对循环老化的软包电池做拆解分析,可在所有电池中都观察到隔膜的局部变形,并发现:
(1)膜的覆盖率随着机械应力而增加,表明机械应力与化学降解之间存在耦合;
(2)所有电池中观察到的容量衰减都归因于可循环使用的锂的损失,从而证实了外在机械应力作用下的化学降解;
(3)轻的预紧压力有利于改善自然状态下长期使用过程的容量、性能衰减[9]。
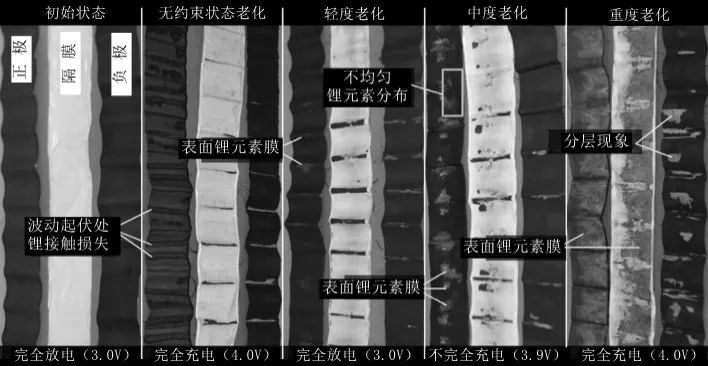
图5 老化软包锂离子动力电池拆解示意图
实验探究软包电池所受压力与寿命的关系可发现:在全生命周期中,电池的不可逆膨胀主要发生于前中期并在后期达到最大。抑制软包电池的体积膨胀可提升电池循环寿命,但也会因限制电池体积产生外部压力。适度的预紧力有利于提高电池放电能力,而过大的外部压力会造成软包电池循环过程中不可逆的应力弛豫,使容量显著衰减[10]。
在充分考虑电池组压力的情况下,实验测定电池在外力作用下的厚度变化,建立软包锂离子动力电池的等效力学-寿命模型,便可以电池厚度为信号表征电池寿命与状态信息。通过对电池组充放电过程中压力与电池厚度的耦合分析,可得到考虑弹性材料和电池组外壳的等效力学模型[11]。
应对不同材料体系、结构的软包锂离子电池,如何设计随电池老化状态、模组/包级外力持续变化情况而调节预紧力大小的电池管理系统仍是影响搭载软包锂离子动力电池汽车续航里程及动力性能的关键因素。
4.软包电池应用的热管理设计挑战
如图6与图7所示,软包电池中存在着较为严重的产热不均匀问题。对于小容量软包电池,两极耳附近电流密度较大,相较于电池底部产热量更大;大容量软包电池内部片层材料横截面积更大,电流路径更长,同样导致产热的不均匀性。软包电池产热的不均匀性将会影响单体电池不同部位的老化状况,如不能设计良好的热管理系统,将会影响电池组/包的整体使用性能和寿命[12-13]。
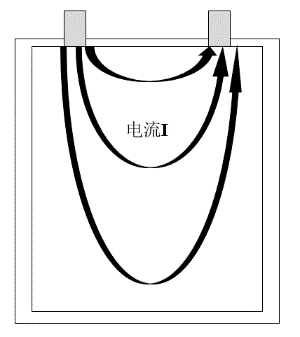
图6 小容量软包电池电流密封分布示意图
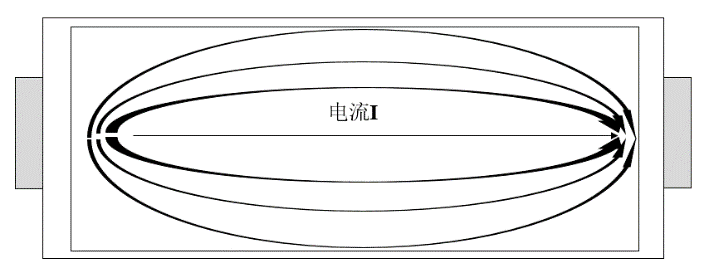
图7 大容量软包电池电流密封分布示意图
如图8所示,常见的基于液冷板的车载电池包底部热管理系统设计方案适用于方壳/圆柱型电池包,在保证热管理效果的同时,确保了电池包能量密度[14]。
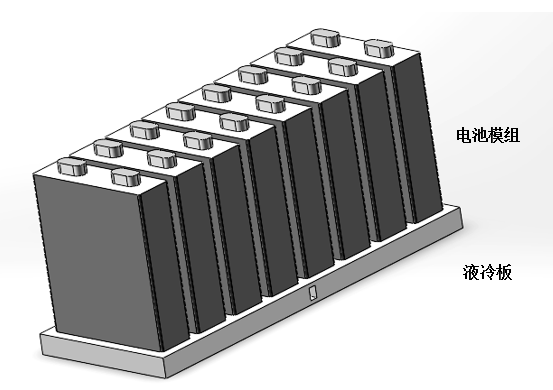
图8 常用液冷电池模组设计方案
但软包电池单体与底部液冷板间换热面积极其有限,且软包锂离子动力电池铝塑膜封边不可避免产生褶皱不平的侧面,与底部液冷板接触效果极差,此方案并不适用。
如图9和图10所示,与圆柱/方壳电池类似的是,传统风冷系统虽然具有结构简单、易于维护等优点,但在高温环境、快速充电等工况下无法实现足够的控温效果,且风冷系统无法保证较好的温度分布均匀性[15]。而相变材料尽管在温度均匀性上具有一定的优势,但现有相变材料仍未实现足够的导热效果,且应对超低温、超高温、大倍率电流等过热或过冷工况,需要大量相变材料包裹各电池单体达到足够的潜伏热。基于相变材料的热管理系统极大程度地增加了电池包体积、质量和成本,实用性较差。有关研究表明,现有相变材料能实现的温度一致性与液冷系统几乎持平,且包裹相变材料一定程度上阻碍了电池单体与环境间的对流换热,不利于需散热的高温或快充工况[16]。
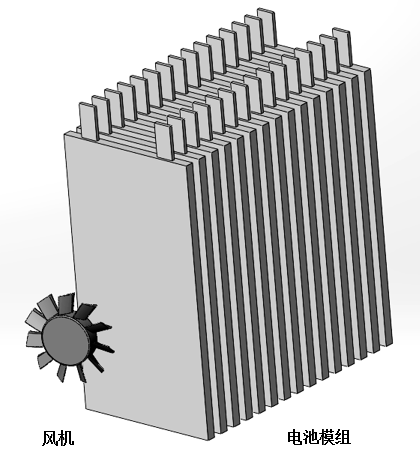
图9 软包电池风冷模组设计方案
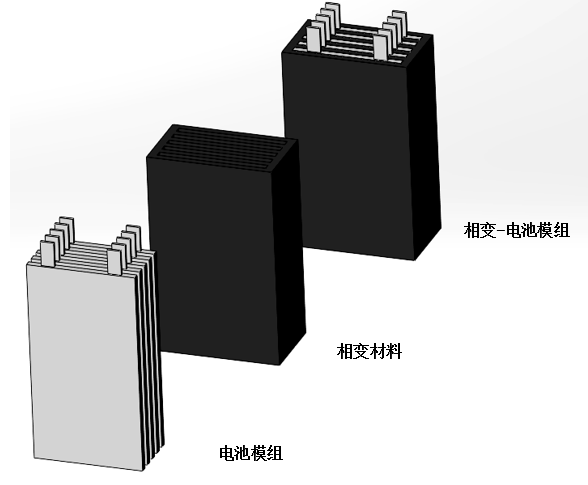
图10 软包电池相变模组设计方案
如图11所示,针对软包锂离子动力电池扁平、面积较大的结构特点,热管理效果最好的是软包电池单体间夹液冷板的“三明治”热管理结构。此系统具有换热面积大,冷却、加热效果较好的优点[17]。但应用于纯电动汽车电池包会使电池系统所占体积、质量、成本大大增加,液冷/热管路复杂,致使电池包能量密度降低,丧失软包电池自身能量密度的优势,与如今纯电动汽车高比能、长续航的发展目标相悖。
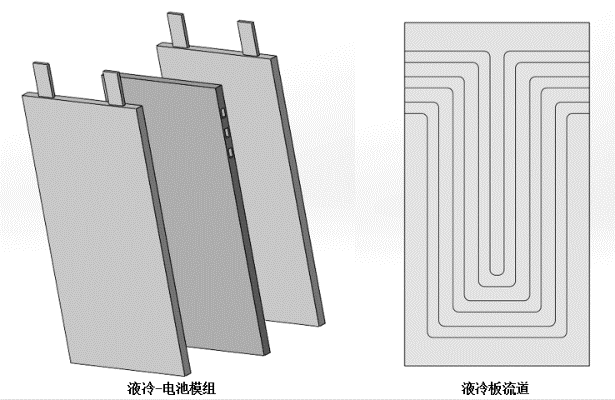
图11 软包电池液冷模组设计方案
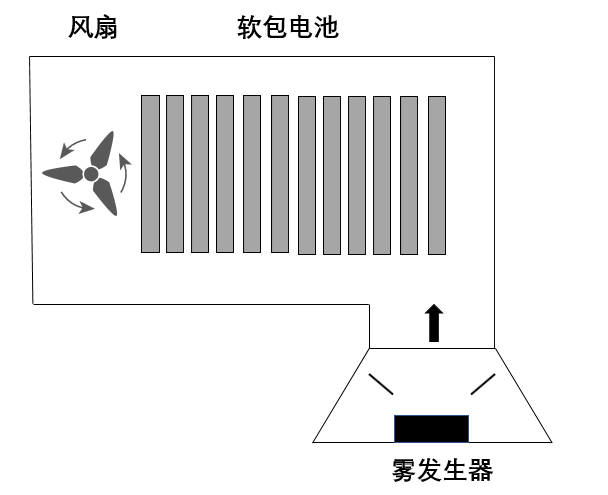
图12 软包电池雾化冷却系统设计方案
如图12所示,基于冷却气体与液滴雾气的混合物的雾化冷却系统可提升传统风冷系统的换热面积,同时冷却剂的导热系数也有所提升[18-19]。若做好各电池单体的绝缘处理或采用绝缘液体进行雾化处理可实现较好的热管理效果,而液汽两相间相变的能量也能用于电池包的热管理。雾气凝结而成的液滴也可在电池包底部汇集回收用于热管理系统的循环。但目前尚未此方案用于车用电池包热管理系统的实践案例,仍处于实验探索阶段。
总体而言,软包电池的车载应用存在以下热管理问题:
1.软包电池散热困难,热传导路径长,热阻大。两端极耳与侧板/底板换热面积过小,导热系数不够;
2.软包电池面积更大,电流路径更长,导致发热不均匀;
3.软包电池无法保证足够的换热面积应对高温及高产热工况,很难满足未来大倍率快充的市场需求(温升散热问题、大电流充电的膨胀收缩问题);
3.同样,软包电池难以应对低温的挑战(热传递困难,导致低温加热困难)。
如何平衡软包电池模组/包能量密度和冷却效果仍是纯电动汽车的一大挑战。
5.软包电池应用的安全性挑战
为探究软包锂离子动力电池安全性问题机理,相关学者从表征、实验等角度开展了一些工作。研究表明阴极和阳极之间的化学反应可能是软包电池热失控的主要来源,可从主动安全的角度防止软包电池达到阳极与阴极氧化还原反应温度来预防热失控,如建立稳定的固相界面,防止隔膜熔化时发生氧化还原反应[20]。
Qi等在[21]中研究了60 Ah 软包锂离子电池的内短路机制和安全风险。通过ARC(accelerating rate calorimetry)和高精度穿透试验按需触发内短路,清晰地捕捉、分析了早期轻度内短路过程中隔膜和电极层的“症状”。隔膜的针孔、裂纹和破裂会导致新的内短路斑点的形成和扩展,而隔膜的闭孔和收缩会关闭离子通路和现有的内短路斑点以减轻ISC。但即使是在微集成电路中,正极的破坏和铝集流器的熔合也很突出,这种现象会阻碍集成电路的电流,也会降低集成电路的性能。这些内部效应与外部电压和温度信号有关。研究发现,即使是毫伏级的电压变化信号也是轻度内短路危险预警的重要信号,可作为预测电池热失控的先行指标,而温度信号往往存在滞后现象。此方法对小容量软包电池更适用,因为大的内短路电压降信号更容易被电池管理系统检测到。
随着高比能、长续航等要求的提出,高镍三元软包锂离子动力电池成为车用动力电池的优先选择,但近年来高镍三元体系电池安全性机理并未明晰,烧车等安全事故成为三元软包安全性不可回避的话题。Zou等在[22]中研究了78Ah大容量LiNi0.8Co0.1Mn0.1O2软包动力电池热失控的热特性和产气特性,从特征温度、表面温度、产热和产气等角度对NCM811软包电池安全性做出分析,结果表明:
(1)电池表面温差较小(<1℃) 但在热失控后迅速上升。考虑到电池不同位置的温度相差较大,需采用多点测量法对大尺寸软包电池的热特性进行综合分析;
(2) 自热起始温度T1平均值为84.17℃,热失控触发温度T2平均值为135.88℃。通过比较NCM811软包动力电池与NCM111、NCM523和NCM622在单体水平上的最大温升速率发现NCM811体系软包电池具有较低的热稳定性、较低的热容限和较严重的热失控现象;
(3) 采用分布参数法计算了试验中的总产热量和强产热量,计算得出热失控后的产热量占总产热量的8%左右;
(4) 热失控过程所产生气体成分主要为CO、H2、CO2、O2和C2H4等烷基,分析产气的生成机理发现产生这些气体的强烈放热反应与自生氧结合,可能导致剧烈的燃烧现象。
软包电池独特的铝塑膜封装结构使其安全性相对于其他两种电池封装形式而言有一定的优势(不易炸),但仍存在一些安全问题:
(1) 易由外界冲撞引发电池变形、受损甚至刺穿引发热失控[23-24];
(2) 铝塑膜易破损,一旦破损将导致电解液泄漏甚至更严重的安全事故;
(3) 快充性能差,目前主要应用于小倍率电流工况。大倍率电流工况易产生鼓包、胀气等安全问题;
(4) 在极端条件下,热滥用、电滥用、机械滥用将触发热失控[25]。不同于方壳电池的泄压阀结构,软包电池热失控规律不便掌握,过压喷发部位随机、不固定。这一特点也致使无法对软包电池喷发事故进行有效的预判、处理。
这些见解对微观ISC的识别、评价、预警和预防研究具有一定的指导意义。
6.结论
综上所述,软包锂离子动力电池在纯电动汽车中应用的优势如下:
(1)在相同体积和重量前提下,软包锂离子动力电池能量密度高,可满足未来高比能、轻量化和长续航的需求趋势。
(2)软包电池尺寸、体积灵活可变,可根据不同车型空间、底盘需求进行定制,为未来纯电动汽车整车布局和结构设计提供方便。
(3)软包电池在大倍率电流等极端工况下鼓包较多,不易炸,相较其他型号更加安全。
但软包电池的缺陷也很突出,具体存在的技术问题如下:
(1)软包电池生产过程中合适的密封程度、密封力大小需要结合电池全生命周期充放膨胀收缩的疲劳失效特点进行探究;
(2)软包电池铝塑膜封边的特点使其单体到模组、再到整个电池包尺寸不易精确控制;
(3)软包电池成组后所受预紧力大小需结合软包全生命周期规律、实时状态进行调节;
(4)软包电池侧面换热面积过小,难以在保证电池包能量密度与轻量化要求的同时设计高效、实用的热管理系统;
(5)软包电池铝塑膜外壳强度较低,受外部机械载荷与冲击的作用下易受损、易破,且其热失控产气、喷发等安全性问题规律不易掌握。
总而言之,车用软包锂离子电池优势与技术问题都很明显,适合用在对能量密度要求高,但对环境适应性和快充要求低的场合,如换电运营模式下的乘用车和商用车。软包锂离子动力电池对重载、长途应用模式的纯电动汽车而言,机遇与挑战并存。
审核编辑:刘清
-
中国动力锂离子电池市场调查及投资分析报告2008版2008-12-29 4362
-
动力锂离子电池原材料2009-08-11 4050
-
[分享]动力锂离子电池的现状2009-09-04 3543
-
动力锂离子电池的安全性2013-05-25 3396
-
分享动力电池与普通电池有何不同?2016-08-29 5421
-
【转】锂离子动力电池第一次充电时需要注意些什么2016-10-20 4275
-
车用锂离子动力电池系统的安全性剖析2017-03-03 5410
-
关于锂离子动力电池在新能源汽车领域安全性的分析与探究2017-05-05 3738
-
电动汽车用动力电池环境下的安全性能2018-09-26 4577
-
锂离子动力电池隔膜浅谈2018-10-10 5373
-
如何选择动力型锂离子电池的正极材料?2021-05-12 3376
-
浅谈Plug-in HEV对锂离子动力电池的需求2009-12-07 1804
-
几种车载动力电池材料的介绍与分析2017-10-10 814
-
最新锂离子动力电池的技术与应用介绍2017-10-12 1138
-
锂离子动力电池隔膜的功能和技术要求2018-12-18 6581
全部0条评论

快来发表一下你的评论吧 !
