

汽车高压线束的连接方式和压接工艺
汽车电子
描述
从汽车高压线束的性能要求、使用特点入手,对压接工艺中影响电缆与接插件端子压接质量的主要因素(端子结构、压接方式、压接高度、压接长度)进行了分析,提出了优化设计建议。通过相关汽车高压线束压接性能试验,验证了分段式压接比整段式压接使汽车高压线束具有更好的机械性能,采用围压、点压相结合的压接方法合理控制压接高度、长度,可确保汽车高压线束具有更好的机械和电气性能。 "
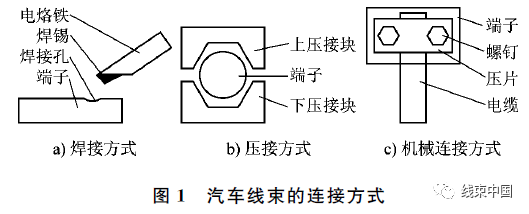
1 汽车高压线束的连接方式通常汽车线束电缆与接插件端子的连接方式主要有焊接、压接和机械连接三种,如图1所示。焊接方式主要采用锡焊连接,适用于批量少、电缆截面积较小的汽车线束连接装配;压接方式主要采用对相应规格的压模施加外力使接插件端子与电缆接触面结合,连接可靠、寿命长,适用于大批量加工,但需借助压接模具来实现连接装配;机械连接方式主要通过紧固件将接插件端子与电缆紧密结合固定,装配相对复杂,不适用于大批量生产。
目前,国外汽车线束电缆与接插件端子普遍采用压接方式连接,该连接工艺技术已非常稳定、可靠,而我国汽车线束生产还处于发展阶段,尤其是对汽车线束可靠连接工艺技术还尚未完全掌握。根据长期从事汽车线束连接装配的经验,在焊接、压接和机械连接三种连接方式中以压接方式适用性最强,且连接快速、可靠、牢固、寿命长,适合大批量加工,因此展开压接工艺技术的研究对汽车高压线束电缆与接插件端子可靠连接最为重要。
2汽车高压线束的压接工艺汽车高压线束传输的额定电流较大,最高可达几百安,因此选用的电缆直径也相对较大,这对电缆与接插件端子的压接质量提出了较高的要求。为了保证电缆与接插件端子压接紧固后具有较高的质量,确保汽车高压线束压接后电气性能(如额定电流)和机械性能(如拉脱力)满足要求,下面对压接工艺中影响电缆与接插件端子压接质量的主要因素(包括端子结构、压接方式、压接高度、压接长度)展开分析。
2.1 端子结构和压接方式
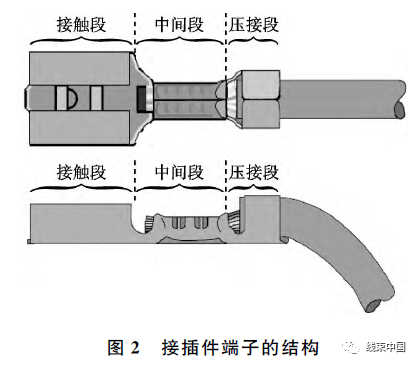
目前,汽车高压线束常用的接插件端子结构如图2所示。端子结构可分为接触段、中间段、压接段。接触段用于保证接插件对接、电气功率和信号的传递;中间段是接触段与压接段两者之间的承接区域,保证接触段与其本身在压接过程中不变形,同时起到定位作用,一旦压接过程中产生变形,将会严重影响汽车线束的性能;压接段用于接插件端子与电缆在外力下接触面相接,其质量直接影响汽车线束的电导率、拉脱力、外观形状。
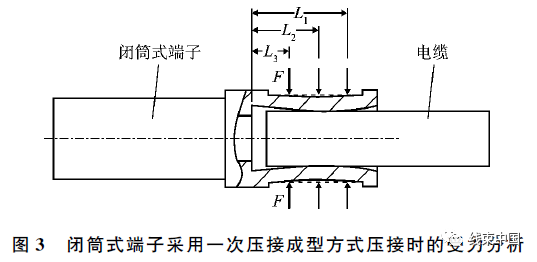
传统闭筒式端子与电缆压接时采用一次压接成型方式,压接时的受力如图3所示,整个模型可简化成简支梁。虽然整个端子压接段所受压力F 基本保持不变,但因力臂长度L(以台阶面为支点)不同(L1>L2>L3),力矩M(=FL)也不同(M1>M2>M3)。根据简支梁受力理论,在压接段L/2处所受弯矩最大,造成了压接高度(即接插件端子与电缆压接后的端子被压接部分的横截面高度)不同,使压接后真正接触的面积只有很小一部分,仅相当于线接触。这严重影响了电缆截面积较大、抗拉性能要求较高、压接长度(即接插件端子与电缆压接后的接触长度)要求较长的汽车高压线束的电气性能和机械性能。
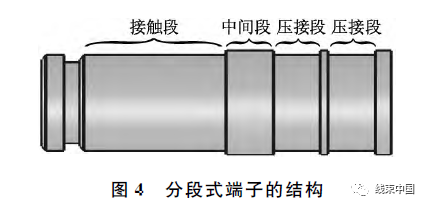
为了确保汽车高压线束压接后电气性能和机械性能,避免一次压接成型工艺中出现的压接高度不同造成的接触面积太小,经优化设计后,汽车高压线束接插件端子采用分段式端子,其结构如图4所示。分段式端子与电缆压接时采用分段压接成型方式,该压接方式通过先后对两段区域进行压接,可在减少原来压接长度、省下设计空间的同时,满足汽车高压线束拉脱力和电导率要求。
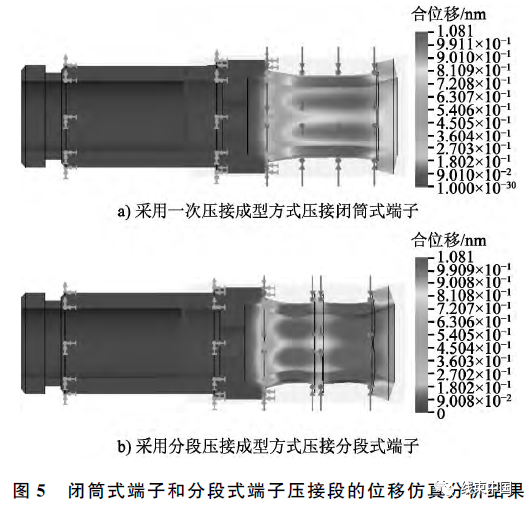
采用有限元法仿真分析了压接段施加相同作用力时传统闭筒式端子压接段与优化设计的分段式端子压接段的位移,仿真分析结果如图5所示。可见,经过相同外力压接后,传统闭筒式端子压接段呈弓形,近端面1/2处位移量最大,此处是电缆与接触件端子的压接接触面;优化设计的分段式端子压接段呈仿鼓形,有两处位移量最大,两压接段中间台阶处变形量相对较小,在仿真压接过程中,电缆与端子有更大的接触面积,同时中间高、两处低的压接段形状特点,形成倒钩形,加强了电缆与接触件端子的连接。
2.2 压接高度和压接长度
为确保汽车高压线束压接后的电气性能和机械性能,除了应采用合理的端子结构、压接方式外,在实际压接过程中,还应确保接触件端子的压接高度和压接长度。
如果压接高度过高,则易使压接区存在过大的无效空隙,导致电缆和接插件端子金属导体之间没有足够的接触面积,无法满足汽车高压线束要求的压接强度(即端子与电缆的保持力)、拉脱力和电导率,甚至会导致压接端子出现非正常工作状态;如果压接高度过低,则易压断电缆线芯或折断压接区金属导体,不符合汽车线束压接要求。因此,电缆与接插件端子的压接高度必须进行严格控制。接插件端子压接时常采用点压、围压等方法。一般点压的压接深度为d/2(d 为端子外径),此时虽然电缆与端子之间的所有间隙都能被压紧,但压坑过深,易导致电缆线芯变形过大,被压成尖角,从而发生电场尖端效应,严重时甚至出现压断电缆线芯,造成汽车高压线束的电连续性、电导率变差。一般围压的压接深度为d/3,此时虽然压缩变形比较均匀,但电缆铜线芯受压时外层首先变形,而内层基本不受力,常常会出现外紧内松的现象,对其导电性能有一定的影响。
针对点压方法、围压方法的缺点,经优化设计后建议采用围压、点压相结合的压接方法将压接深度控制在0.4d 为宜,以有效压紧端子和电缆。如果压接长度过长,则易造成压接力过大,同时浪费材料,使压接区的结构利用率低;如果压接长度过短,则易造成端子与电缆接触面积过小,无法满足汽车高压线束要求的压接强度(即端子与电缆的保持力),同时导致电导率过低。因此,电缆与接插件端子的压接长度必须进行严格控制。通常压接长度La的计算公式为:
 (1)
(1)
式中:FT为对应端子的拉脱力,即不同尺寸电缆的拉脱力(标准要求如表1所示);Fz为端子与电缆接触面上的摩擦力;R 为电缆压接后的半径。
表1不同尺寸电缆的拉脱力标准要求
|
电缆截面积/mm2 |
拉脱力/N |
|
0.05 |
≥6 |
|
0.08 |
≥11 |
|
0.12 |
≥15 |
|
0.22 |
≥28 |
|
0.32 |
≥40 |
|
0.50 |
≥60 |
|
0.82 |
≥90 |
|
1.30 |
≥135 |
|
2.10 |
≥200 |
|
3.30 |
≥275 |
|
5.30 |
≥355 |
|
8.40 |
≥370 |
|
25.00 |
≥1900 |
|
50.00 |
≥2200 |
2.3 压接性能试验
为了进一步了解压接工艺技术中端子结构、压接方式、压接高度、压接长度各影响因素对汽车高压线束压接后电气性能和机械性能的影响,以额定电流200 A 的汽车线束(选用的电缆截面积为25mm2,最大通过电流为300A)为例,展开了相关汽车高压线束压接性能试验研究。汽车高压线束压接性能试验中各汽车高压线束试样所采用的压接工艺如表2所示,其中试样1采用了传统的压接工艺,试样2采用了优化设计的端子结构、压接方式、压接长度以及传统的压接高度,试样3采用了优化设计的端子结构、压接方式、压接高度、压接长度。汽车高压线束压接性能试验结果如图6所示,可见试样3的电气性能和机械性能最为优异。这表明优化设计后的压接工艺可确保汽车高压线束压接后的高质量和高性能。
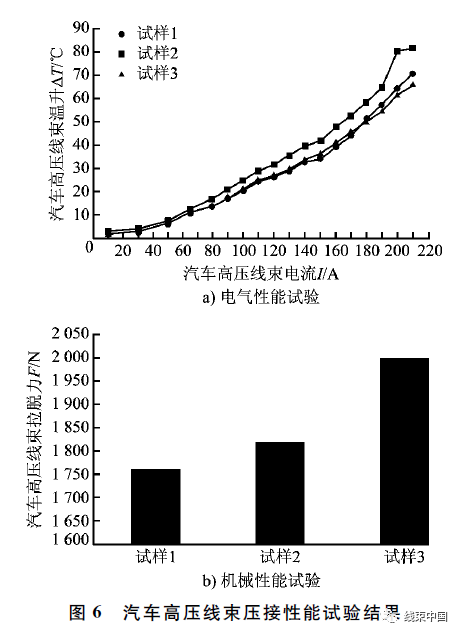
表2各汽车高压线束试样所采用的压接工艺技术
|
压接工艺 |
试样1 |
试样2 |
试样3 |
|
端子结构闭 |
筒式端子 |
分段式端子 |
分段式端子 |
|
压接方式 |
一次压接成型方式 |
分段压接成型方式 |
分段压接成型方式 |
|
压接高度/mm |
3.0 |
3.0 |
3.9 |
|
压接长度/mm |
17 |
8+8 |
8+8 |
本文从汽车高压线束的性能要求、使用特点入手,对压接工艺中影响电缆与接插件端子的压接质量的主要因素(端子结构、压接方式、压接高度、压接长度)进行了分析,提出了优化设计建议。通过相关汽车高压线束压接性能试验,验证了分段式压接比整段式压接使汽车高压线束具有更好的机械性能,采用围压、点压相结合的压接方法合理控制压接高度、长度,可确保汽车高压线束具有更好的机械和电气性能。
编辑:黄飞
-
 jf_46370068
2024-08-19
0 回复 举报讲得很好 收起回复
jf_46370068
2024-08-19
0 回复 举报讲得很好 收起回复
- 相关推荐
- 热点推荐
- 新能源汽车
-
电动汽车高压线束端子压接性能分析2022-11-24 3138
-
电动汽车中的高压线束2023-02-17 4938
-
Aigtek汽车ATX-6256高压线束测试仪新能源汽车测试2019-07-03 3158
-
ATX-6000系列高压线束测试系统2021-09-17 2325
-
汽车线束端子压接设计基本原则 端子压接技术介绍2022-09-14 2954
-
安泰:线束测试仪如何完成新能源汽车高压线束的测试2022-10-19 3303
-
新能源汽车高压线束的多方案对比2022-12-26 1368
-
电动汽车中高压线束的作用是什么2023-02-19 2457
-
新能源汽车的高压线束设计方案2023-12-15 3918
-
汽车高压线束如何应对电磁干扰2024-04-02 2605
-
新能源汽车高压线束设计方案分享2024-04-18 3436
-
汽车高压线束和低压线束的差异2024-07-25 8701
-
引领新能源汽车高压线束新纪元 —— 派歌锐汽车高压线束2024-10-10 1454
-
电动重卡高压线束介绍与性能要求2025-08-15 1295
-
新能源电动汽车高压线束的铜铝连接解决方案2026-01-06 402
全部0条评论

快来发表一下你的评论吧 !
