

外表面缺陷检测机械结构总体方案设计
电子说
描述
1 机械结构总体方案设计
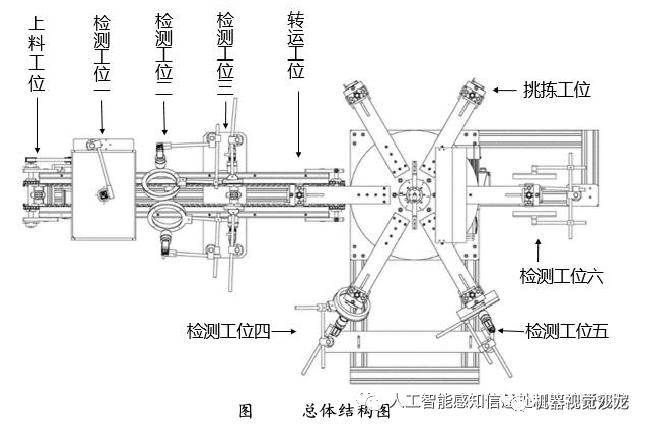
管接头锻造件缺陷自动检测线的总体结构方案设计主要包括两个部分:一部分为外表面检测机构,主要用于检测外六角面、字符面及侧面的缺陷。另一部分为内表面检测机构,主要用于检测内六角面及圆柱面的缺陷。外表面检测机构有五个工位,包括上料工位、转运工位及三个检测工位,其中检测工位一检测外六角面的裂纹及碰伤缺陷,检测工位二检测侧面冲不足缺陷,检测工位三检测字符不清及侧面缺陷。内表面检测机构有五个工位,包括转运工位、三个检测工位、挑拣工位,其中检测工位四检测合模错差缺陷,检测工位五检测折叠缺陷,检测工位六检测内六角面的裂纹及凹坑缺陷。总体结构如下图所示。
2 机械结构功能分析
(1)外表面缺陷检测机构结构功能分析
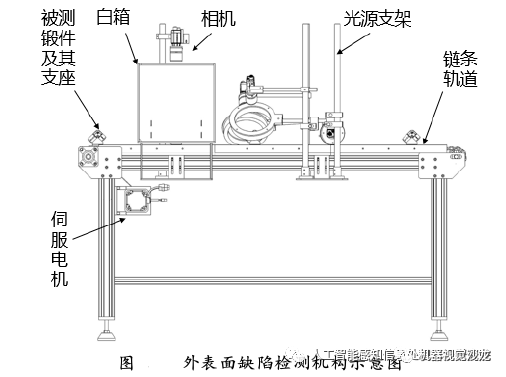
外表面缺陷检测机构是通过伺服电机控制机构运动,传动方式为链条传动,在传动过程中被测管接头锻造件放置在特制的支座上,支座安装在链条的托板上,随链条一起运动。链条在轨道中运行,可以保证运动平稳。各个工位之间的距离是相同的,以保证各工位可以同时工作,极大地缩短了检测时间。检测工位一由相机,长 400mm、宽 300mm、高 300mm、壁厚为 5mm 的白箱,两个条形光源,一个环形光源及白箱的安装支座组成;检测工位二由相机,两个环形无影光源及光源支架组成;检测工位三由相机,两个环形光源及光源支架组成;转运工位为一个空工位,被测管接头锻造件在该工位停留一段时间等待机械手抓取。外表面缺陷检测机构示意图如下图所示。
(2)内表面缺陷检测机构结构功能分析
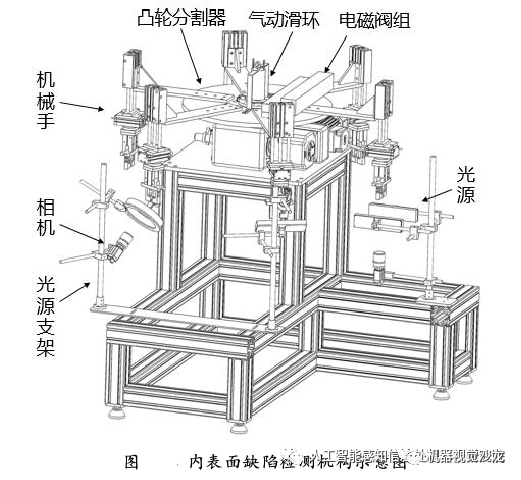
内表面缺陷检测机构是通过凸轮分割器及气缸控制机构的运动。被测锻造件在转运工位由机械手进行抓取,机械手由三轴气缸、回转气缸、气动手指及安装在机械手上的塑料夹具组成,在抓取到被测锻造件后会由凸轮分割器带动转过一个角度进行检测。凸轮分割器共有六个工位,每个工位都安装有一个机械手。在运动过程中气缸的气管接到电磁阀组上,电磁阀组再与气动滑环相连以保证气管在运动的过程中不会发生缠绕。被测锻造件依次在检测工位四、检测工位五、检测工位六进行检测;检测工位四由相机及环形光源组成;检测工位五由相机及条形光源组成;检测工位六由相机及两个条形光源组成。在检测结束后依据检测结果在后两个工位进行挑拣,有缺陷的锻造件在废品区放置,无缺陷的锻造件在良品区放置。内表面缺陷检测机构示意图如下图所示。
-
机器视觉表面缺陷检测技术2016-01-20 6583
-
[转]产品表面缺陷检测2020-08-07 2443
-
机器视觉检测系统在薄膜表面缺陷检测的应用2020-10-30 2382
-
基于多DSP互联技术的频谱监测分析仪总体方案2021-02-19 1382
-
分享一种不错的基于公共交换电话网的智能家居系统的总体方案2021-06-15 1981
-
如何实现光伏发电光照自动跟踪系统总体方案设计?2021-10-25 1963
-
表面检测市场案例,SMT缺陷检测2022-11-08 1585
-
TD-LTE规模试验网总体方案介绍2011-11-01 759
-
汽车EHB系统的工作原理及总体方案的设计2017-11-21 13145
-
表面缺陷检测的原理是什么,它有哪些功能2021-04-01 1776
-
薄膜表面缺陷检测设备检测方案2021-08-05 1078
-
表面缺陷检测系统的应用领域有哪些2021-09-16 1523
-
机器视觉系统检测表面缺陷2022-02-10 1916
-
【IoT毕设.2】STM32F407单片机+机智云AIoT+猪舍监测与系统总体方案设计2022-07-19 1800
-
光伏并网逆变器总体方案2023-10-11 858
全部0条评论

快来发表一下你的评论吧 !
