

台达C2000变频器在数控车床上的应用
工业控制
1288人已加入
描述
数控车床是一种高精度、度效率的自动化机床,可加工多种零件,数控车床的主轴控制往往需要良好的定位功能,这直接影响零件加工的效果。台达C2000变频器的单点定位控制很好地满足了这一控制要求。
车床加工流程
程序复位→机械回零→自动加工→循环启动→调整转速等参数,其中自动加工阶段需要主轴定位功能。
单点定位控制介绍:
单点定位控制仅在FOCPG模式下使用,设置某个多功能输入端子为单点定位控制,同时设置内部定位位置。变频器在FOCPG模式下运行,该多功能端子输入端子为ON时,变频器开始减速至内部定位位置后停下来。单点定位控制过程如图2所示。
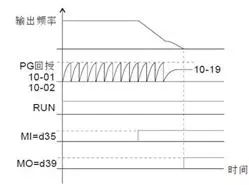
图2 单点定位控制图
变频器配置
C2000+PG
主要参数:
在完成自学习后,主要设置参数如表1。
表1 变频器主要参数
| Pr-No | Modbus | Parameter Description | Unit | Content Value |
| 00-11 | 000B | 速度模式选择 | 3 | |
| 01-00 | 0100 | 最高操作频率 | Hz | 85.00 |
| 01-12 | 010C | 加速时间 1 | sec | 2.00 |
| 01-13 | 010D | 减速时间 1 | sec | 2.00 |
| 02-01 | 0201 | 输入端子 1 | 35 | |
| 10-00 | 0A00 | 编码种类选择 | 1 | |
| 10-01 | 0A01 | 编码器脉波数 | ppr | 1024 |
| 10-02 | 0A02 | 编码输入形式 | 1 | |
| 10-05 | 0A05 | 负载侧齿轮B1 | 138 | |
| 10-19 | 0A13 | 回授定位位置CNT | CNT | 400 |
| 11-00 | 0B00 | 系统控制 | 1 | |
| 11-03 | 0B03 | ASR1低速频宽 | Hz | 15 |
| 11-04 | 0B04 | ASR2高速频宽 | Hz | 15 |
| 11-05 | 0B05 | 零速频宽 | Hz | 15 |
测试结果:
监测到的变频器运行状态如图3和图4所示。
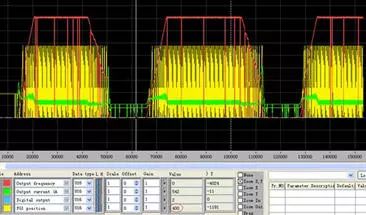
图3 变频器运行状态
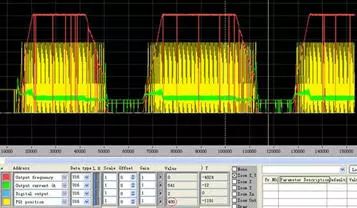
图4 变频器运行状态
从以上两张波形图可以看出不同时刻PG1位置都是400,这正是设置的内部定位位置,这证明C2000定位控制精度良好。
推广优势
C2000控制能达工艺的精度要求;
相对于伺服控制简单,成本降低,成本的降低主要来自两方面:变频器相当于伺服控制器成本低;变频器拖动异步电机即可,相对于伺服同步电机进一步降低了成本。
结束语
台达C2000变频器的单点定位控制,能够满足数控车床的控制要求,这拓宽了C2000变频器在数控车床行业的应用范围。
编辑:黄飞
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
数控车床对刀的注意事项2024-06-07 3838
-
浅析数控车床编程与操作2021-09-09 2900
-
浅谈富士交流伺服系统在数控车床上的解决方案2020-06-28 2008
-
变频器在数控车床主轴中的运用2020-04-19 8900
-
数控车床的组成2019-04-23 11851
-
智能数控车床百科2018-12-17 2633
-
英威腾Goodrive35在数控车床上的研究2017-10-09 937
-
单片机对数控车床应用2015-11-24 1404
-
易驱变频器在数控机床主轴上的应用2010-09-20 1811
-
数控车床加工实验2010-02-24 1656
-
台达PLC在单柱立式数控车床的应用2009-06-12 1776
-
数控车床基本操作2009-02-16 4689
全部0条评论

快来发表一下你的评论吧 !
