

佛山超声波焊接机的强度不够该怎么处理?
电子说
描述
当佛山超声波焊接机在工作时,若参数没有调节好,或者其他部件没有配合好,就会出现焊接强度不够的问题,那么这个问题该怎么处理呢?灵高超声波带大家一起来了解一下。
一、超声波模夹具搭建不精确、受力不均。
分析: 一般佛山超声波工作时,产品与模貝表面只需触碰精确就可以获得相应的熔接效果,但超声波是摩擦振,便会造成声波传输的状况,假如只看硬件配置(模夹具)的吻合度,而忽视了超声波工作方法,就会造成错判的不良影响。因此要注意超声波熔接的工作方法是传输声波,使成震动摩擦变为能源而熔接。 这时候超声波模夹具的稳合水平、商品横截面的大小、厚度、材质的结构,无法100%承担同样的工作压力。
另一方面模具輸出的动能,每一点都是有误差,并不是发出的动能都一样,这就造成商品熔接线熔接水平的差别。因此通过超声波熔接机自身的水准螺钉,或者贴较薄的胶布或铝箔解决问题。
二、超声波熔接标准不合理。
分析:超声波工作的标准就是指机器设备的功率(段数)、工作压力(动态性压力与静态数据工作压力)熔接時间、硬化時间、时间延迟等设置。以超声波导熔线为例子来表明,在执行超声波熔接时,如果压力大,汽缸降低缓存太快,就容易把超声波导熔线铺平,尽管看起来物件早已密封,但因导熔线,早已受挤压成型而凹陷,失去导熔效产生塑胶面与面的熔接,并非三角形点的引导熔接,因此造成错觉的熔接。
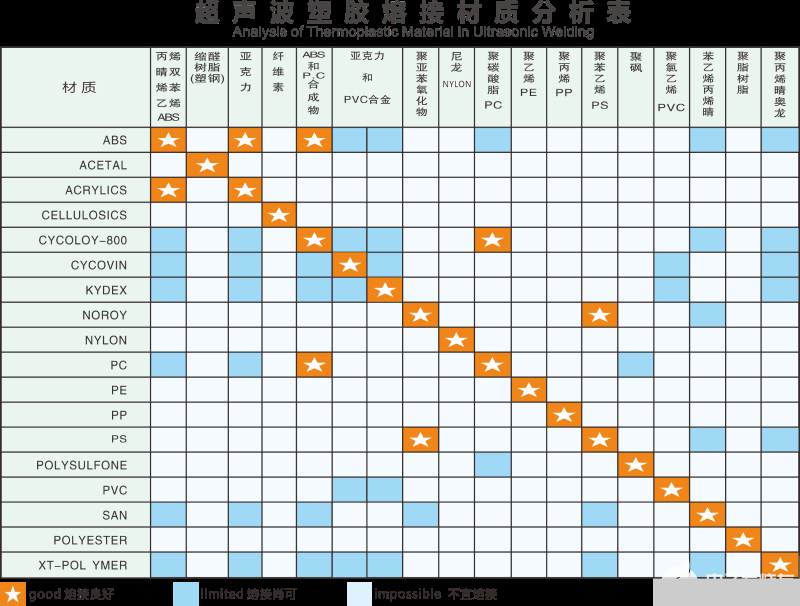
三、塑胶产品材质不合理。
每一种塑胶材质的熔点,各不相同,比如ABS塑料材质的溶点约115℃,耐隆约175℃、PC之145℃之上、PE约85℃。例子:ABS与PE二种材质的溶点差别很大,超声波熔接必然艰难。而ABS与PC二种材质,亦有差别,但已非前面的差别这般之大,是以还行熔接,但在超声波输出功率同样,动能扩张同样的状况下,不同的塑胶材质,绝没法比同样材质的熔接效果非常的好。
以上就是佛山超声波焊接机的强度不够的处理办法。
审核编辑 黄昊宇
-
如何选择超声波焊接机2025-01-19 1534
-
超声波焊接机怎么选购比较好2023-02-21 1139
-
超声波焊接机发生器电源设计2023-02-16 817
-
超声波自动转盘焊接机的功能特点2022-02-10 2107
-
如何调试超声波焊接机2021-10-21 10974
-
超声波金属焊接机与超声波塑料焊接机的区别是什么2021-01-13 3786
-
超声波焊接机的工作原理以及超声波焊接机的优点介绍2020-12-31 8486
-
超声波焊接机型号_超声波焊接机使用说明2020-09-07 3428
-
超声波焊接机的频率选择_超声波焊接机的用途2020-04-01 6386
-
超声波焊接机发生器2020-03-23 5278
-
超声波线束焊接机原理2018-09-14 20454
-
超声波焊接机为什么能广泛应用?2018-09-01 3148
-
哪些材料适合使用超声波焊接机?2018-08-11 3643
全部0条评论

快来发表一下你的评论吧 !
